


Tema fabricării de PCB în acasă atelierul, ar fi incomplet fără o descriere a procesului de consacrare. Luați în considerare în principiu și în raport cu consiliile noastre. Deci
Consolidarea în sine este un mod minunat de a proteja multe metale, dar cel mai adesea cuprul și fierul, de la oxidarea prin oxigenul atmosferic, acțiunea acizilor și a alcalinilor. În esență, constă în acoperirea metalului protejat cu un strat subțire de alt metal mai rezistent la oxidare. Unul dintre metalele cele mai utilizate în acest scop este staniu, care este foarte puțin afectat de aer și umiditate, iar acizii vegetali slabi, grăsimile și alte componente alimentare nu funcționează deloc. Acoperirea unei suprafețe metalice cu un strat subțire de staniu se numește cosire, iar stratul de staniu în sine este pe jumătate de staniu. La acoperirea metalului cu staniu, este foarte important să se obțină un strat de staniu complet uniform, dens și durabil, care să protejeze suprafața metalului de oxidare.
Oale și conserve de oțel au dispărut, dar cosirea este încă folosită astăzi pentru a proteja fierul (oțelul) de alcalii și acizi alimentari. Există un material destul de obișnuit ca tablă. În esență, acest concept se referă în general la foi de oțel acoperite cu un metal protector, fie că este zinc, crom sau staniu nostru. Stanul acoperit cu staniu este folosit cu precizie în industria alimentară, în special, din acesta se fabrică conservele și alte produse alimentare.
Tunarea este, de asemenea, o operație integrală anterioară lipirii în sine. Nu contează, constructiv sau pentru instalare electrică. De fapt, de obicei, lipirea prin cablu arată așa - curățarea suprafețelor, aplicarea fluxului, înclinarea. Suprafețele sau concluziile lipite sunt pliate, dacă este necesar, fixate. Un flux se aplică la locul de lipit. Locul de lipit este încălzit și se introduce lipitura sau se aplică o picătură de lipit topit pe vârful unui fier de lipit, apropo, de asemenea, cosit anterior (vârfuri de cupru). După răspândirea lipiciului, căldura este îndepărtată.După așteptarea cristalizării sale complete și apoi răcirii, locul de lipit este spălat, dacă este necesar, de reziduurile de flux (mai ales cu atenție atunci când se utilizează fluxuri de acid) și, dacă este necesar, izolat. Trebuie să știți că răcirea forțată a locului de lipit reduce semnificativ proprietățile mecanice ale cusăturii.
Conducerea pistelor de circuite imprimate, pentru care am început o conversație, este obișnuit să se protejeze de oxidare după fabricare, în același timp pregătindu-le pentru asamblare (lipire). Odată cu instalarea manuală, lucrătorul de instalare poate freca și zgâria locul de lipit oxidat, amintind de producătorul cu mâini curbate cu o mică îndoire radio, iar cu un ansamblu automat, pregătirea de proastă calitate a suprafeței pistelor de bord va duce la un procent mare de defecte.
În practica radioamatorilor, reglarea pieselor de bord se bazează pe faptul că realizarea ei pe o suprafață plană este uniformă, mult mai ușor decât mai târziu, la montare, pentru fiecare element separat. Adică, timpul nu este economisit complet, economisirea la lipit este de asemenea îndoielnică, având în vedere neplăcerile suplimentare ulterioare.
Deci, îmblânzirea ar trebui să fie. Placa de circuite tipărite cu trasee înclinate este convenabilă în asamblarea ulterioară, indiferent de timpul de depozitare, asigură un contact mecanic fiabil („comun” prin șuruburile de montare). Tinning elimină, de asemenea, defecte minore ale pieselor și crește capacitatea de încărcare a acestora. Acoperirea adevărată cu un fier de lipit, chiar și cu o „înțepătură” mare și plată nu este deosebit de convenabilă. O astfel de nuanțare nu arată foarte sloppy - ciupire, ace și linii neautorizate, strat neuniform greu de controlat de amiază.
Pentru o tonifiere convenabilă și rapidă, puteți aplica metoda de imersiune în topitură, pentru care va trebui să faceți o baie mică cu un „Trandafir” din aliaj, încălzit de o sobă electrică de uz casnic convențional.

Temperatura topiturii este de 120-140 ° C. Pentru a preveni oxidarea și apariția unei pelicule de zgură pe suprafața topiturii, aceasta este turnată cu un strat de glicerină chimică pură de 20-25 mm.
Procesul de consacrare este următorul. Cu ajutorul forcepsului cu mâner lung, prind placa de circuit imprimat și se decapitează într-o soluție de acid clorhidric 5%, apoi o spală timp de 2-3 secunde în apă curentă și o scufundă timp de 1-2 secunde în topitura Rose. Topirea excesivă de pe placa de circuit este îndepărtată folosind o raclă din cauciucul vidat. După aceea, placa este pregătită pentru asamblarea și instalarea atașamentelor.
Instalarea pentru consacrare trebuie să fie prevăzută cu hota. Pentru a stabiliza temperatura topiturii „Rose” în baie, puteți utiliza orice termostat simplu. Ca un senzor de temperatură se utilizează un termocuplu crom-kopel. Precizia menținerii temperaturii este de ± 10 ° C.
Desigur, pentru a realiza o astfel de instalație, merită indiferent cât de semnificativ este numărul de plăci de circuite imprimate sau alte chestii nealimentare care necesită consfințire. Am întâlnit odată o instalație similară în producție și acolo, a fost folosit pentru a stana rapid capetele sârmei de instalare.
Pentru volumele mici de radioamatori de plăci de circuite imprimate fabricate, o astfel de instalație este, de regulă, de prisos, necesitând un loc suplimentar, special echipat și o cantitate corectă din aliajul scump Rose.
Cu toate acestea, legătura manuală cu un fier de lipit vulgar poate fi modernizată oarecum, îmbunătățind semnificativ rezultatul. Va fi necesar să faceți cel mai simplu instrument din materiale improvizate și să luați un fier de lipit ceva mai puternic decât de obicei. Deci
Esența metodei este folosirea unui efect capilar, un fel de stilou cu pâslă pentru lipit. Stocul său într-o stare topită și inteligibilă este absorbit într-o împletitură de cupru și atunci când este „vopsit” este consumat mult mai economic și mai uniform, în comparație cu legătura cu un fier de lipit „neînarmat”.


Ce s-a folosit în lucrare.
Instrumente.
Un set de instrumente pentru instalarea radio. Va necesita un fier de lipit destul de puternic (65 ... 75 W) cu accesorii. O clemă specială pentru fixarea plăcii de circuit este foarte convenabilă.
Materiale.
Flux, lipit, împletitură de cupru, mai bine mai densă, mai bine nu conserve. Sârmă de cupru, un băț de lemn de dimensiunea unui creion.
Pentru a face un astfel de instrument este simplu, trebuie doar să găsiți împletitura potrivită. De obicei, nu este dificil - pasionații de radio sună sunt coșuri prioritare și, să spunem, nu aruncă rămășițele ecranelor după tăierea cablurilor. În plus, o astfel de împletire de cupru este utilizată ca conductoare flexibile scurte, cu curent mare, adesea pentru conectare sau conectare în bucle la sol. Adevărat, este deja cosit acolo, ceea ce în unele cazuri poate fi inconvenient (utilizarea unei alte lipituri). Există, de asemenea, o împletitură specială de cupru subțire pentru cablare, este fără înveliș, este folosită pentru colectarea surplusului de lipit, a elementelor de lipit.

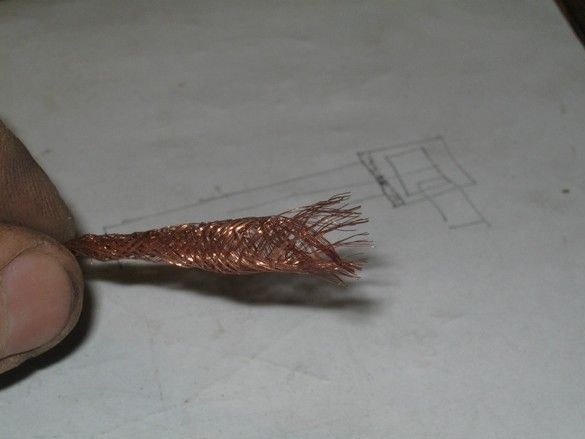
Aici se folosesc scuturi de la cablul de alimentare cu conductoare ecranate. Sunt destul de curgători. În mâinile altui răchită mult mai densă. Cositorit.
Trebuie să investești cel puțin o piesă în alta. Desigur, puteți utiliza un strat, dar va funcționa puțin mai rău - capătul este rapid frânt, iar cantitatea de lipit absorbită este mică. Este distribuit la suprafață mai puțin uniform.
Partea de cupru a tăbliței este de aproximativ 6 ... 7 cm lungime, în timp ce 1,5 ... 2 cm, pentru montare pe un băț.
Tăiați cu câteva margini două bucăți de răchită.

Una dintre ele ar trebui extinsă. Pentru a face acest lucru, strângeți-l ușor spre mijloc, de la capete, în același timp, diametrul său crește semnificativ. Îl extindem în sfârșit cu un creion ascuțit, dar fără fanatism, nu va începe să se dezlege.

Acum trageți ușor a doua bucată de răchită. Este posibilă densitatea odată cu două. Apoi tragem la capetele împletirii exterioare, acesta „alunecă” ca un termotub, acoperind bine conținutul. Obținem piesa cu densitatea dorită. Cu un clește, aliniem o margine și o extindem din nou cu un creion ascuțit. Acum ambele împletituri sunt împreună.
Nu adânc, în lungime, puțin peste 20 mm. Aceasta formăm scaunul pentru stick-stick. Apropo, acum trebuie făcută sau ridicată. Cea mai ușoară cale, desigur, este să tăiați așchii cu un cuțit sau un topor o bucată dintr-o placă de strat drept, dar poate fi un stilou dintr-o perie veche și, poate, un creion.

Nu va strica, cu un cuțit ascuțit, o mică îndepărtare de marginea bățului pentru a aranja o mică adâncitură inelară, astfel încât împletitura noastră să nu alunece de pe mâner - în timpul funcționării va trebui să fie tras cu ceva efort. Apoi pregătim împletitura pregătită în două straturi pe mâner și în locul locașului, o înfășurăm cu un fir gros de cupru. „Nodul” poate fi fixat cu o picătură mică de lipit, dar și ca și cum nu ar fi fost nefondat.
Rămâne să specificați lungimea și tăiați capătul - lungimea părții „libere”, pentru o împletitură moale din sârmă subțire, este convenabilă aproximativ 5 cm.

Tăiem capătul împletiturii cu lipitul cu care intenționăm să lucrăm, în timp ce firele de la sfârșit sunt parțial netezite, acest lucru este acceptabil. Este aglomerat la câțiva centimetri de margine, mijlocul ar trebui să fie flexibil. Dacă lipitura nu este o poză obișnuită, are sens să remediați acest fapt cu un stilou cu pâslă pe mâner.

Instrumentul este destul de convenabil, timpul nu economisește mult, dar oferă o acoperire semnificativ mai uniformă. În plus față de plăcile de circuit imprimat, este utilizat pentru tinarea pieselor înainte de lipirea structurală. Pentru piesele metalice, este necesar un arzător de flacără.