

Presa este un instrument care nu este foarte des utilizat în casă garajuldar când ai nevoie de el, nu poți face fără el.
Stăpânul trebuia să îndrepte osia bicicletei curbate. Aceasta a necesitat o presă. Întrucât cerințele sunt minime, dimensiunea presei trebuie să fie de dimensiuni medii, între înălțimea bancii și nivelul podelei.
De asemenea, a vrut să fie scoasă mufa hidraulică în cazul în care avea nevoie de ea în altă parte.
Primul pas: Siguranța întâi
O cantitate mică de sudură va fi necesară pe brațele superioare și inferioare ale mufei mufelor, precum și pe picioarele stabilizatorului.
Având în vedere acest lucru, se aplică toate precauțiile de sudare: mâneci lungi, mănuși adecvate de sudare și cască de sudare cu arc. Rețineți că puteți obține arsuri UV în zona gâtului care nu este acoperită de partea inferioară a cască, mai ales atunci când sudați obiecte pe podea. În timpul sudării sunt, de asemenea, necesare încălțăminte adecvată (încălțăminte de siguranță sau cel puțin încălțăminte din piele). Este greu să faci solduri îngrijite dansând cu picături fierbinți de metal topit pe degetele de la picioare.
Datorită fumurilor, se recomandă sudarea în aer liber.
Există, de asemenea, o mulțime de tăiere și măcinare a metalelor
Având în vedere acest lucru, protecția ochilor și auzului este o necesitate. Un polizor unghiular cu un disc de tăiere fără protecție adecvată provoacă sunete în urechi și, de asemenea, stropește un flux imens de scântei. Ferește-te de scânteia care se reflectă de pe perete. Purtați ochelari.
O pereche de mănuși de lucru reduce vibrațiile transmise mâinilor.
Pasul doi: Instrumente și materiale



Instrumente:
- aparat de sudat;
- o mașină de găurit cu coroana bimetalică de 20 mm „Blu-Mol”, viteza de găurire recomandată de 440 rpm.
- Polizor unghiular cu diametrul unui disc de 115 mm + discuri detașabile și de rectificat;
materiale:
- rafturi laterale pentru contor 2 buc .;
- Canal 100x50 mm, lungime 560 mm. pentru bare transversale 4 buc .;
- Colț 30 mm. și o lungime de 1,2 m. ca suport;
- Piesa transversala 460mm;
- Un șurub de 20 mm pentru bucăți transversale, 8 bucăți;
- Șurub M8 pentru suport, 4 buc .;
- Cric hidraulic de 10 tone
- O placă metalică pentru suportul superior al cricului 200 mmx 100 mm x 20 mm 1 buc .;
- Placă metalică subțire din oțel pentru braț
300mmx3mm 1 buc .;
- fitinguri pentru montarea parantezelor arcului de întoarcere al suportului superior 300 mm x 10 mm 1 buc .;
- blocuri în formă de V 200mm x 100mm x 20mm 2 buc .;
Pasul trei: Asamblarea suportului inferior


La început, maestrul a decis să taie și să sudeze suportul transversal din colț pentru sprijinul inferior. Pentru a cunoaște dimensiunea acestui colț, a fost mai întâi necesar să se decidă cât de mult trebuie să fie membrii încrucișați de pe canal. Deoarece materialul este rar, a trebuit să calculez pe baza celor existente. Astfel, lungimea elementelor transversale s-a dovedit a fi de 560 mm, respectiv, lungimea suportului transversal pentru suportul inferior este de 460 mm.
Înainte de sudarea elementului transversal al suportului inferior, este necesar să se marcheze și să găurească găuri pentru fixarea stâlpilor laterali, care sunt realizate dintr-un canal. După sudarea elementului transversal al suportului inferior, stâlpii verticali sunt bolnavi.
Pasul patru: ansamblu cadru






Coroana bimetalică Blu-Mol a trecut cu ușurință prin oțel de 8 mm și a rămas ascuțită chiar și după 32 de găuri. Pe partea opusă a metalului, marginile ascuțite rămân după forare. Aceste tăieturi metalice trebuie șlefuite cu șlefuitor unghiular înainte de vopsire.
Găurile de pe elementele transversale sunt găurite la o distanță de 30 mm de margini. Stăpânul a găurit găurile astfel încât centrele găurilor să fie la o distanță de 40 mm unele de altele (lățimea de 100 mm minus 60 mm trebuie să fie de 40 mm). De fapt, ar fi mai bine dacă le-ar face la o distanță de 39 mm unele de altele. Deci ar fi mai convenabil să strângeți piulițele.
atașamente:
Fișier CAD 2D cu măsurători de bază
Pasul cinci: Suporturi pentru cric hidraulic








Stăpânul a sudat o bucată de țeavă la suportul glisant superior. Partea superioară a cricului hidraulic se va opri asupra acestui segment. Apoi a sudat armăturile, după ce a îndoit-o anterior, pentru a fixa arcurile de întoarcere, pe care încă nu le-a fost capabil să le ridice. În prezent, ca colibe temporare, în loc de arcuri, sunt instalate vârfuri de cauciuc, care până acum fac față destul de tolerabil.
De asemenea, colțurile mici au fost sudate de-a lungul celor patru colțuri ale suportului. Ele servesc pentru angajarea cu canalele superioare (membrii încrucișați). Așa se face că bracketul superior se glisează.
Suportul de jos este format din două plăci metalice care sunt sudate și îndoite pentru a ține baza cricului. În părțile îndoite ale plăcilor, sunt găurite găuri în care se introduc și se sudează verigi de lanț. Linkurile de retur sunt introduse în aceste legături, acum treburile de cauciuc temporar.
Pasul șase: Testare





Finalizarea cricului.
A trebuit să actualizez ușor mufa hidraulică - să înlocuiesc știftul inițial pe supapă și să introduc unul mult mai lung pentru a ușura utilizarea cu degetele.
Această presă se îndoaie ușor cu 10 mm pe bară pe un spray auto, dar numai până la 90 de grade.
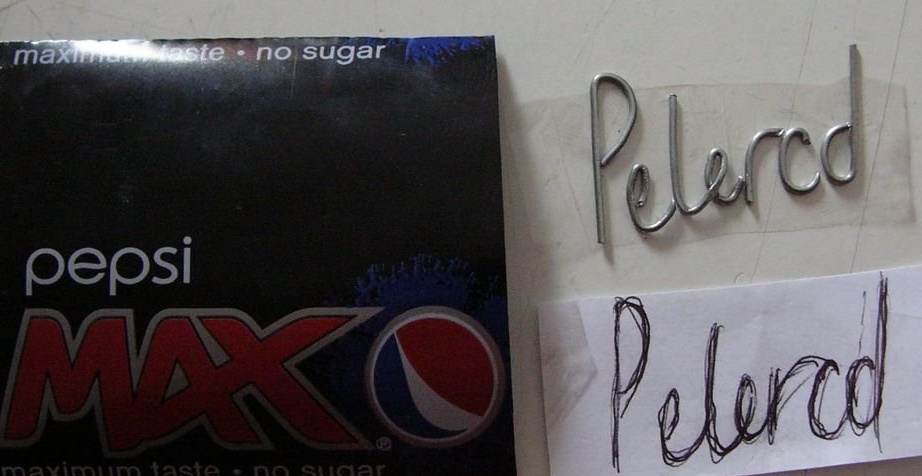
De asemenea, cu această presă a fost testată opțiunea de fabricare a ștampilării dintr-o foaie de aluminiu din conserve Pepsi. Această foaie de aluminiu are o grosime de 1 mm. Ca formă, s-a testat ca substrat un fir galvanizat cu un diametru de 1,23 mm și o foaie de cauciuc cu o grosime de 1,6 mm.
Însă foaia subțire de aluminiu de la Pepsi vrea să sfâșie la cusături. Poate ar trebui să încercați cu un metal mai gros, poate că va funcționa. Sau, ca opțiune, încercați să folosiți un fir mai subțire, mai subțire de 1,23 mm.