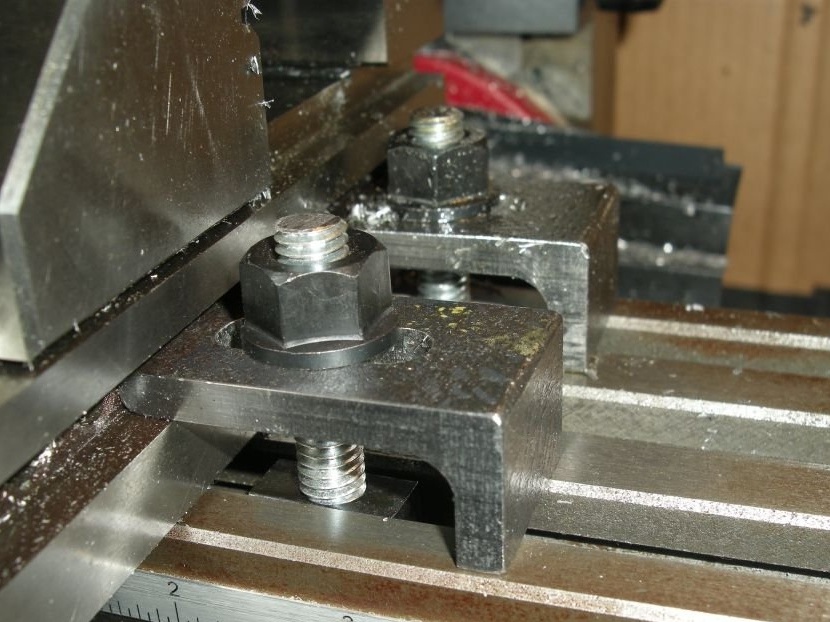
Acesta este un ghid pentru crearea unor cleme simple pentru a ține viciul de frezare pe masa de frezare.
Viciul de frezare prezentat în fotografia de mai sus este o opțiune de cumpărare pe care autorul acestor cleme o folosește în lucrarea sa. Această menghină mică este o unealtă fără șuruburi cu caneluri de prindere, care sunt vândute de multe magazine online.
Pasul 1: Proiectare
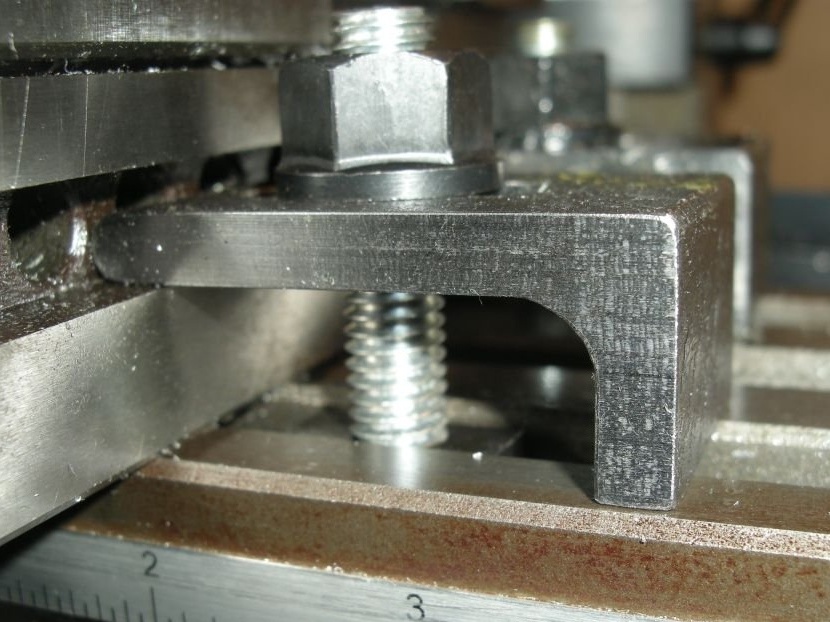
Suprafața inferioară a canelurii de prindere a șizontului este la aproximativ 14 mm deasupra mesei, iar suprafața superioară a canelurii de prindere se află la aproximativ 7 mm deasupra suprafeței inferioare.
Autorul face cleme - un viciu, ca majoritatea maeștrilor, dintr-un fel de fier vechi. Grosime stoc 6 mm. Fiecare parte are o lungime de aproximativ 50 mm (de la colțul exterior la marginea „piciorului”).
Materialele suplimentare care vor fi necesare la fabricarea clemelor sunt o piuliță în formă de T, piulița cu flanșă și știft, cu o lungime de aproximativ 50 mm cu un fir de 9 mm.
atașamente:
suport de prindere de fier
Pasul 2: fier grosier


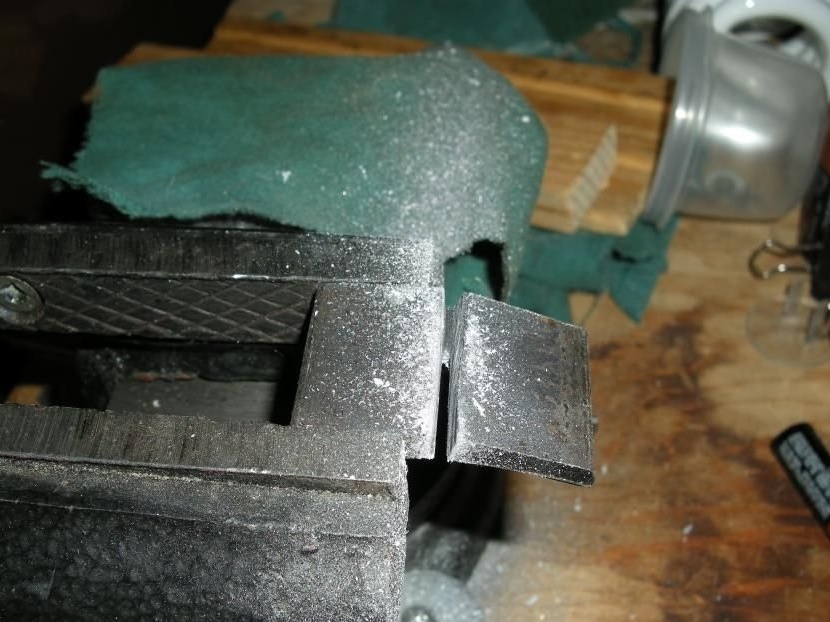

Folosind o roată abrazivă de tăiere pe un polizor unghiular, autorul a tăiat un colț de dimensiunea potrivită. S-a tăiat bine, dar s-a încălzit foarte mult și, prin urmare, a topit partea de plastic a mesei ...
În orice caz, autorul a reușit să taie o bucată de aproximativ 25 mm lățime de colțul de fier. Dimensiunea exactă nu este foarte importantă.
Apoi a tăiat o mică parte dintr-un „picior” lung din acest colț. Din colțul rezultat rezultă o clemă. Autorul a învățat o lecție cu o râșniță și o masă de plastic și a făcut această tăiere cu un ferăstrău pentru metal.
Pasul 3: Curățați marginile lungi

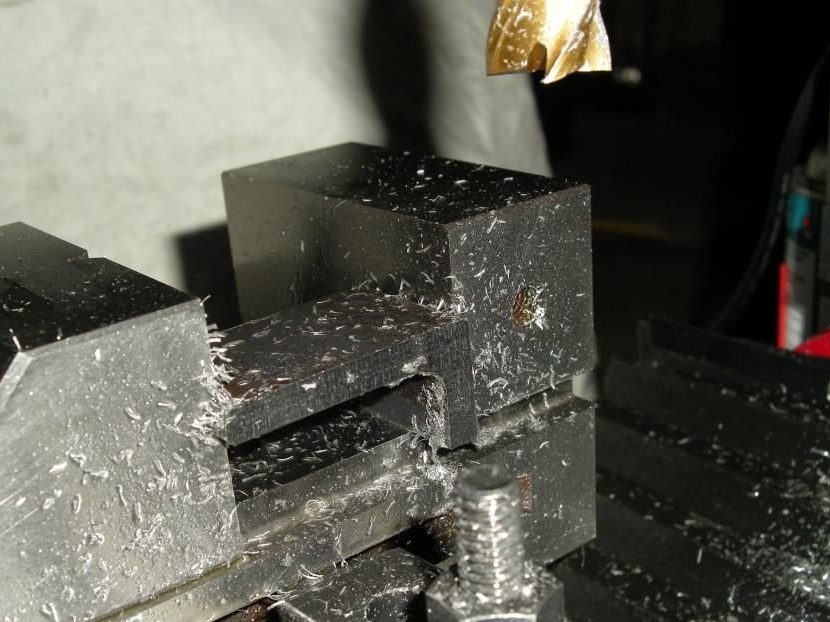

Autorul a instalat un colț de fier într-un vârf de frezare și a măcinat muchii netede pe întreaga lungime, îngrijit și uniform (și chiar puțin în dimensiune, deși această măsurare nu este foarte importantă).
Figurile arată instalarea unui vârf pentru frezarea două capete ale unui colț. Capătul lung rotunjit al colțului se potrivește cu canelura în V orizontală în maxilarul mobil al viciului. Marginea pe care o freacă se prinde de 6 mm. de la marginea unei menghine. Această instalație a fost destul de sigură.
Evaluând vizual piesa de prelucrat pentru a găsi site-ul din colțul cel mai proeminent, autorul a atins cu atenție tăietorul în acest moment. Apoi a început să facă pasaje pentru tăierea metalului pe direcția axei Y, din față înapoi, astfel încât fiecare trecere a fost efectuată în modul obișnuit de frezare (acum se abține de la frezare la ridicare). Fiecare pas a curățat aproximativ 0,25 mm. material pe orice părți proeminente ale piesei de prelucrat. La final, a tăiat întreaga suprafață a piesei, apoi a făcut o tăiere de 0,125 mm. La acest colț a fost finalizată frezarea.
A folosit o freză cu 4 canale de 19 mm, care se rotește cu o viteză de aproximativ 800 rpm. Rata de alimentare a fost probabil în jur de 5 sau 7 pe minut. Adâncimea de tăiere (fiecare tăietură) a fost de aproximativ 0,25 mm. Uneori, în timpul tăierii, autorul pulveriză WD-40 pe tăietor și piesa de prelucrat.
Pentru a mătura partea a doua lungă, autorul a întors golul în sus (așa cum se arată în figura a doua). Locația canelurii în V în meniu și lungimea raftului scurt permit acest lucru.
Pasul 4: Moară capătul raftului colțului scurt

Apoi, autorul a frezat partea scurtă a clemei viitoare, partea care se va sprijini pe masa de frezare. Această operație a ajutat la curățarea părții de susținere a colțului și astfel s-a stabilit înălțimea de lucru pentru clemă. Aceasta este poate cea mai importantă dimensiune, dar chiar și aici este loc pentru unele corecții.
Autorul a fixat „raftul lung al colțului” piesei de prelucrat într-o șa, încercând să fixeze partea dreaptă a colțului și nu lângă colț, unde grosimea se schimbă în sus, astfel încât colțul să fie întărit. El a pus un colț în centrul menghinii pentru a menține forța echilibrată și pentru a evita răsucirea părții care se mișcă.
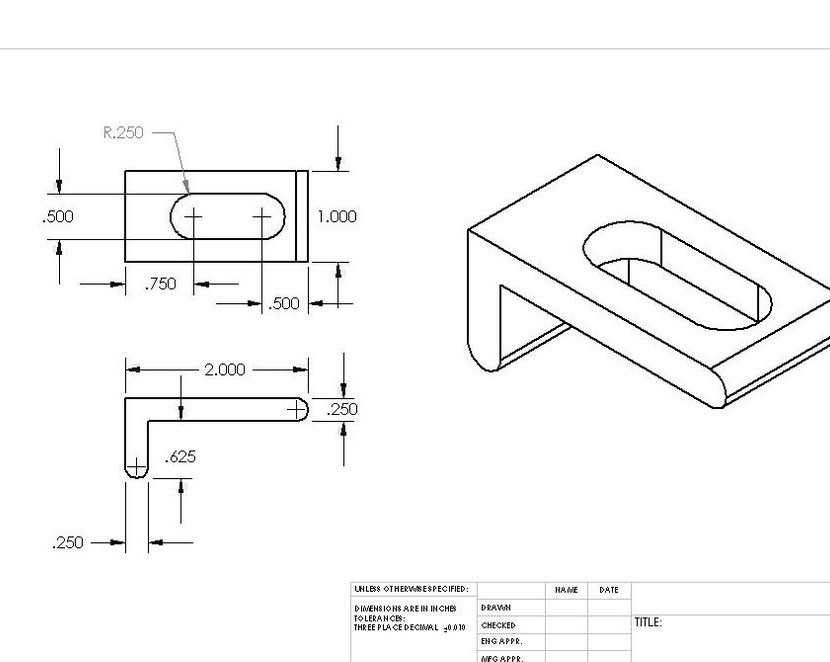
Lungimea dorită a părții de susținere a colțului (conform figurii) este de 21 mm.
Mai întâi, el a aliniat partea de susținere a flancului scurt al colțului, îndepărtând-o cu un freză, în același mod în care a aliniat părțile lungi în pasul 3 (cu excepția mișcării tăietorului de-a lungul axei X în loc de Y).
De îndată ce partea a devenit plană de-a lungul întregii baze a părții de susținere, autorul a măsurat înălțimea raftului scurt folosind un etrier vernier, ștergând anterior suprafețele de sprijin cu o cârpă, astfel încât jetoanele să nu modifice citirile. Această măsurare a arătat cât de mult a trebuit să fie îndepărtat material. Autorul a filmat material cu secțiuni de 0,25 mm până a ajuns la aproximativ 0,5 mm. Apoi a măsurat din nou și a făcut secțiuni mici până a ajuns la o precizie de 0,125 mm. Autorul s-a oprit asupra acestor indicatori.
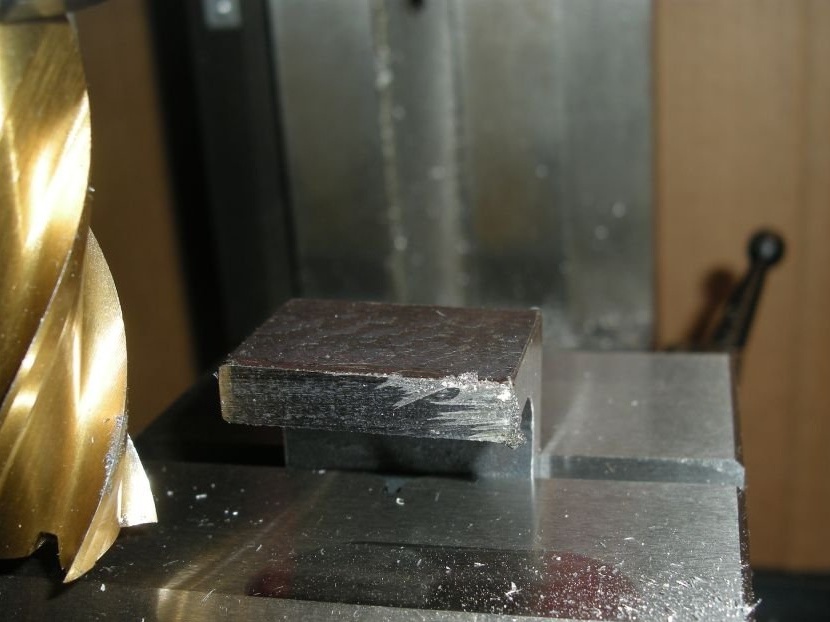
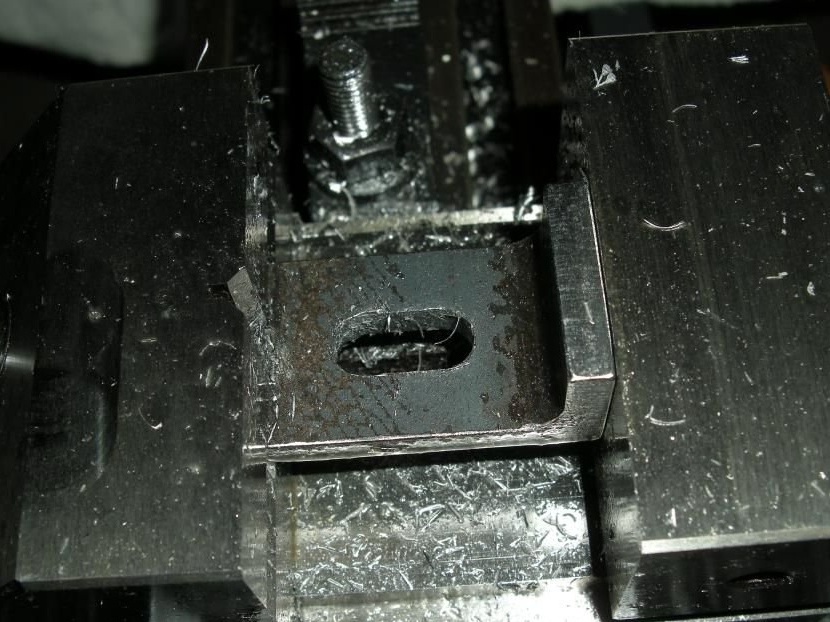
Pasul 5: Frezarea părții de colț este terminată

În această fotografie, toate cele trei fețe ale acestei părți sunt netezite și ajustate la dimensiunea dorită.
Pasul 6

Autorul a făcut acest lucru.
Este foarte bună atunci când piesa de prelucrat se află în meniu aproximativ în centru, deoarece dă forță de strângere uniformă, și nu răsucire, pe partea mobilă a șezonului.
Autorul dorește ca tăierea din această parte să fie în mijlocul clemei, așa că a măsurat lățimea reală a clemei, a determinat marginea și a așezat axul în centrul axei X a clemei.
Aici este necesar să se stabilească ghidul axei X, deoarece mișcarea va avea loc în axele Y și Z.
Pasul 7: Localizarea crestăturii
Atingeți „interiorul” colțului și nu uitați să compensați raza instrumentului.
Pasul 8: Găuri de foraj


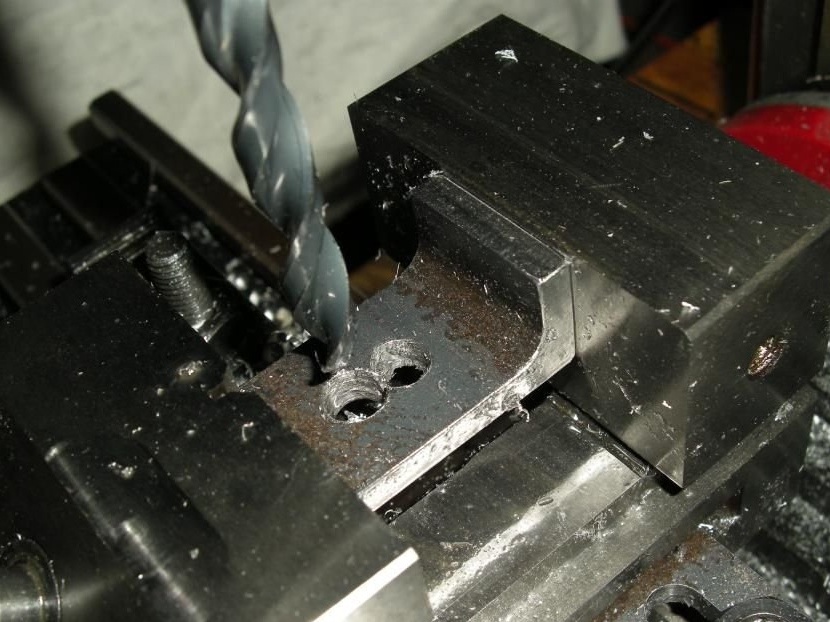
Perforatoarele sunt mai ușor de ascuțit decât morile, astfel încât autorul a forat găuri pentru a selecta cea mai mare parte a metalului pentru viitoarea canelură. A început cu o mică găurire (aproximativ 6 mm) pentru gaura inițială, apoi a crescut-o la 9 mm.
Când autorul a terminat forajul, în mijlocul clemei erau trei găuri cu un diametru de 9 mm, ale căror laturi se atingeau pur și simplu.
Pasul 9: Finalizați realizarea canelurilor
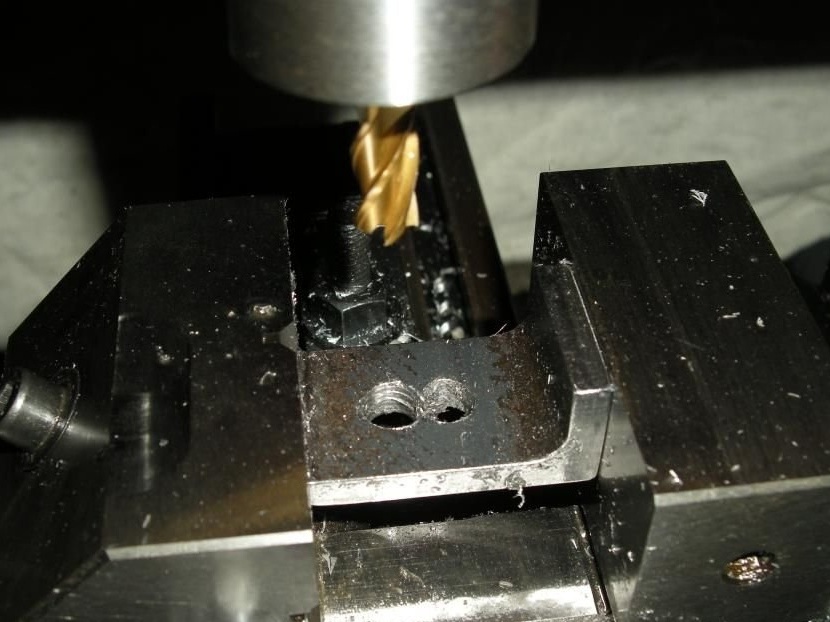
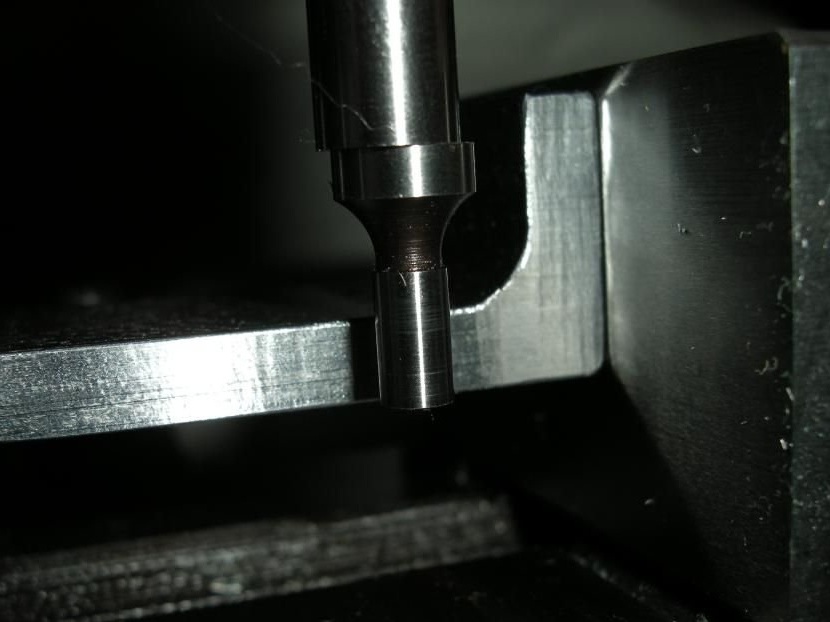
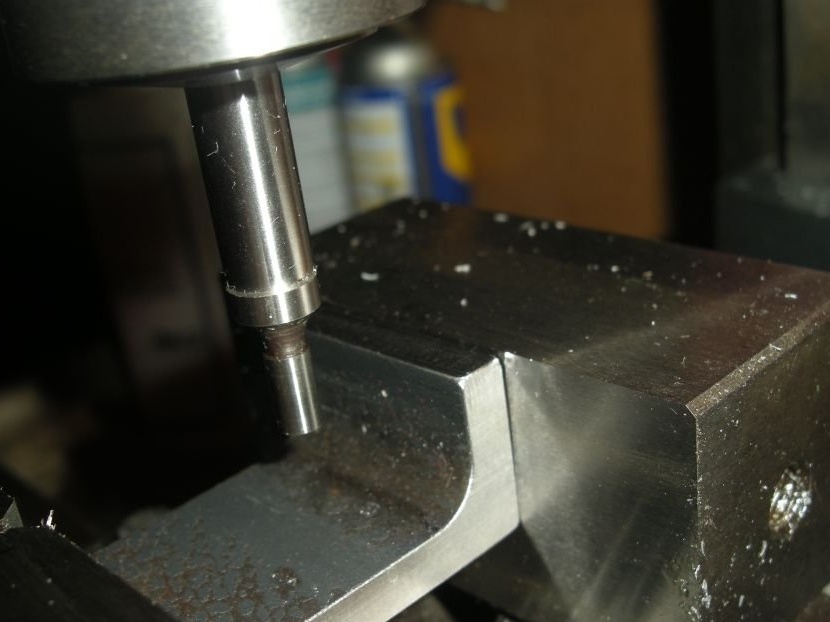
Apoi, autorul a folosit un tăietor cu diametrul de 9 mm.Pentru a transforma o serie de găuri într-o canelură reală. Pornind axul, a coborât tăietorul (pentru tăierea în centru) în orificiul existent la un capăt al canelurii, apoi l-a mutat în orificiul din celălalt capăt. El a mutat cuțitul înainte și înapoi în canelură, coborând aproximativ 1.250 mm pentru fiecare trecere, până a mers până la capăt.
Apoi a extins fanta cu aproximativ 1.250 mm sau cam așa ceva, mișcând freza într-o spirală, tăind întregul perete al slotului cu o adâncime de tăiere de aproximativ 0,25 mm.A tăiat spirala în sensul acelor de ceasornic pentru a face frezarea de rutină.
(Notă: în fotografiile de la acest pas, autorul arată colțul în care a încercat să facă o canelură mai scurtă, cu două găuri pre-găurite. Funcționează bine, deși este preferabil o canelură mai lungă.)
Pasul 10: Pregătirea studiilor


Autorul a cumpărat un știft cu un fir de 9 mm.
A tăiat o bucată din lungimea necesară dintr-un ac de păr cu un ferăstrău și a curățat marginile cu un dosar.
Pasul 11: clema este gata