
În acest articol, autorul canalului YouTube „Folk Craft”, vă va povesti despre tehnologia simplă de turnare a pieselor complexe din aluminiu.

Autorul va arunca un capac de aluminiu pentru pompa de apă a mașinii. Capacul original a izbucnit pentru că era din plastic.
Materiale.
- Gypsum G-16
- nisip
- aluminiu
- Plasticină
- Grasime din silicon
- sârmă de oțel
- designer pentru copii.
instrumente, folosit de autor.
- Dremel
- strung
-
- Cuptor cu mufă
- Coroana de gips carton 15 mm
- burghiu 10 mm
- Clesti
Procesul de fabricație.
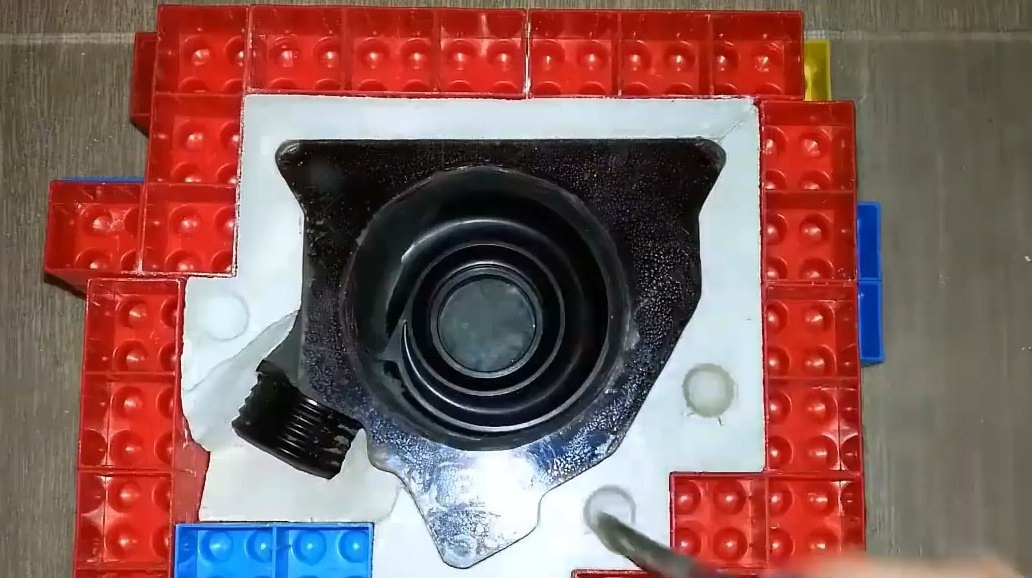
În primul rând, autorul împarte partea spartă în două secțiuni folosind plastilină. Acest lucru îl face din partiții de plastilină. Acestea sunt necesare pentru a împărți conductele filetate în două părți. Îmbinarea materialului și a piesei de prelucrat este tăiată cu un cuțit.



Formularul va fi pliabil, în trei secțiuni. Prima secțiune în care va fi umplut cu un amestec este unsă cu un separator. Separatorul este realizat de autorul stearinei și uleiului de floarea soarelui.


Autorul realizează cofrajul de la un designer pentru copii. Pentru a salva nisipul de turnare a golului în cuburile designerului, el a acoperit cu plastilină.

Pereții despărțitori din plasticină sunt atașați de cubul proiectantului. Principalul lucru este să o faceți ermetic, pentru că dacă amestecul curge din mucegai, atunci totul va trebui eliminat manual.
Chiar înainte de instalarea piesei în cofraj, autorul a mancat elementele piesei, pentru care formularul poate prinde separarea.

Apoi într-un pahar se amestecă ghips și nisip în proporții egale. Când este amestecat cu apă, trebuie obținut un amestec simplu, consistența este destul de lichidă și fluidă. Ca un aluat pentru păsări.

Cu acest amestec, umple prima secțiune a formei, o agită și se lasă să se întărească. Autorul a luat nisipul din cutia de nisip, apoi l-a cernut. Nisipul de cuarț achiziționat va fi cu siguranță mai bun.
Maestrul a folosit gips G-16. Acesta este un gips pentru sculpturi și poate fi achiziționat la un magazin de artă.

Înainte de a turna a doua secțiune, el îndepărtează partiția. Și din nou, partiția împarte duzele. Acest lucru va facilita procesul de dezasamblare a formularului. Asigurați-vă că lubrifiați partea din formularul finit cu separatorul și partea în sine.


Acum puteți completa a doua secțiune cu o soluție.

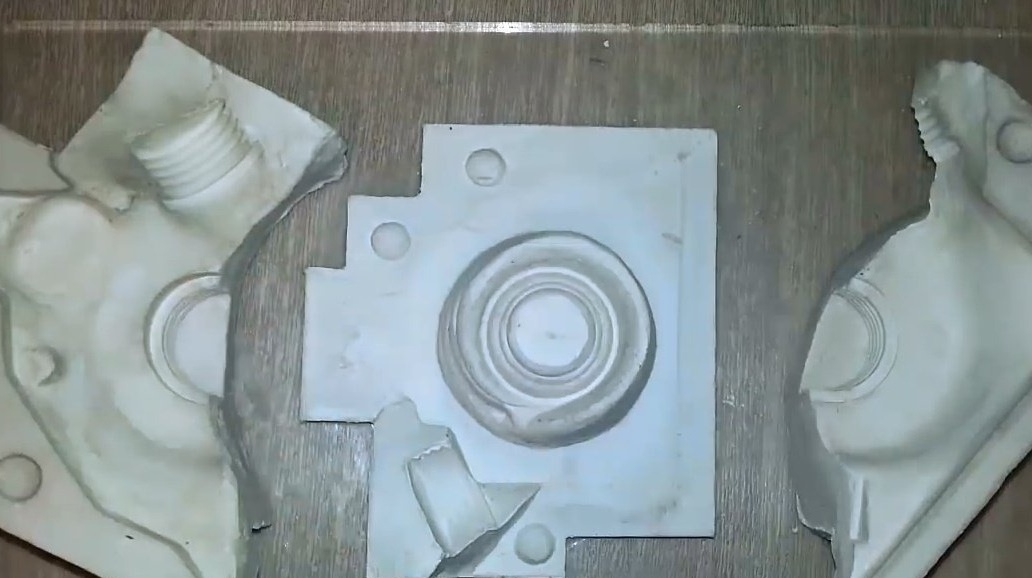
Se separă jumătățile și face mai multe găuri orb.Acestea vor juca rolul încuietorilor și vor preveni deplasarea celei de-a treia secțiuni în raport cu primele două și vor servi ca încuietori de la deplasare. Găurile trebuie făcute manual, autorul a folosit un burghiu de 10 mm.
După pregătirea pieselor, conectează ambele forme finisate, introduce piesa de prelucrat la locul său. Apoi instalează cofrajul. Într-adevăr, cofrajele de aproape orice formă pot fi făcute cu ușurință de la un designer de copii.

Acum pregătește să completezi a treia secțiune. Din nou, unge cu un separator toate părțile și adaugă un rând de cuburi la cofraj.

Atunci când demontați formularul trebuie să fie atenți. Ultima secțiune a formularului este cea mai dificilă și s-ar putea bloca sau bloca. Plasticina a jucat un rol important și a lucrat la netezirea elementelor bombate.

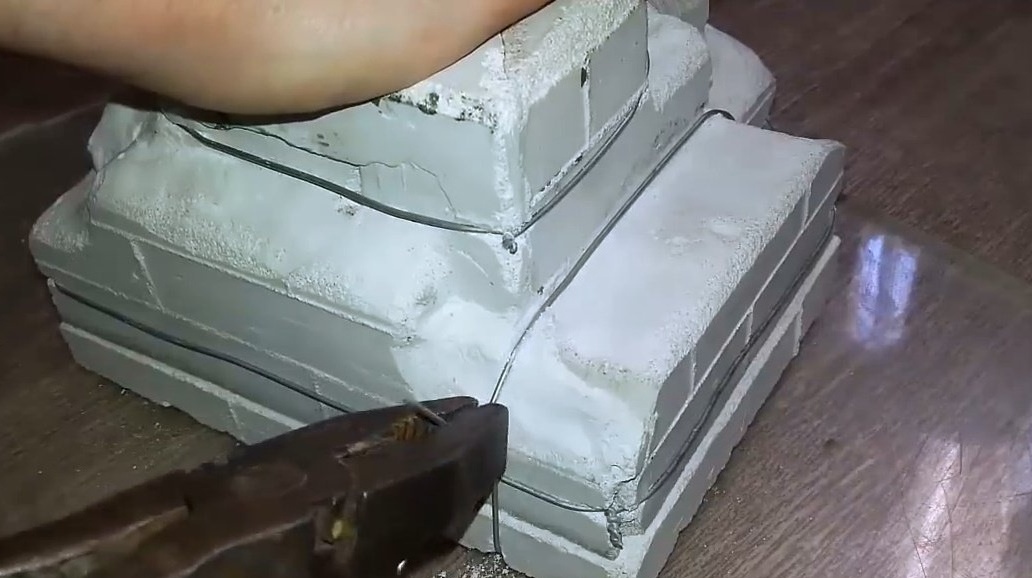
Apoi reasamblează primele două secțiuni ale matriței și marchează locul pentru poartă. Gaura este găurită cu o coroană de 15 mm. Un astfel de diametru pentru poartă va fi suficient.

Strânge toate cele trei secțiuni împreună și strânge forma cu un fir de tricotat. Drept urmare, acest formular s-a dovedit.
Următoarea etapă este arderea formei finite într-un cuptor cu mufe. Modul de coacere este de 350 de grade timp de 5-6 ore.
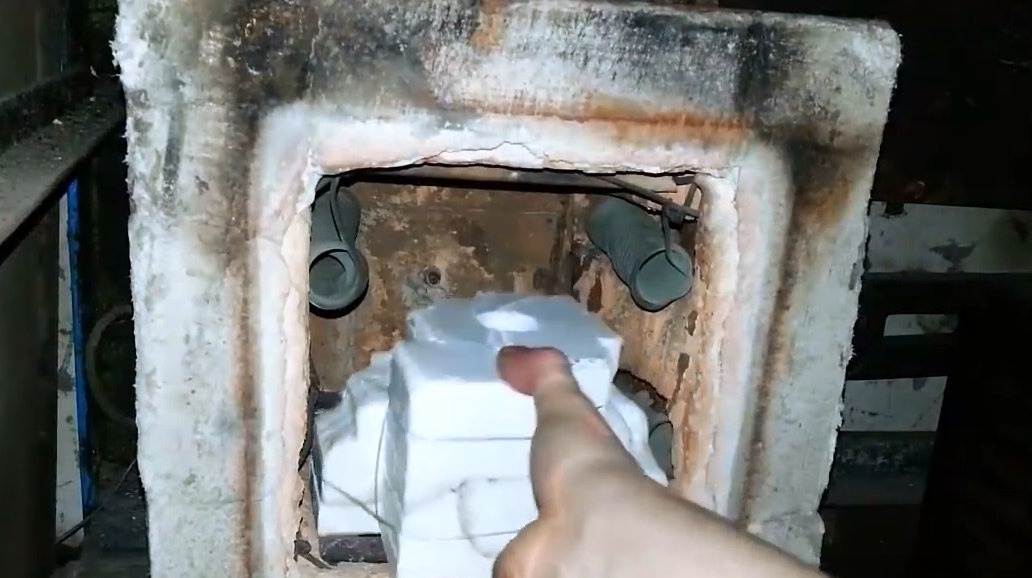
După șase ore, matrița poate fi îndepărtată, dar nu trebuie răcită. În locul său trimite aluminiu să se topească. Autorul folosește aluminiu de calitate AL-9. De la el se obține turnarea de cea mai înaltă calitate a elementelor complexe.

Nisipul se toarnă pe fundul găleții, apoi se pune o matriță fierbinte. Pe orificiul de turnătorie este instalat un spru (autorul său este format dintr-un amestec de pahar cu apă și nisip). Apoi umple găleata cu nisip până în vârful tocului.
Se recomandă utilizarea nisipului grosier, trece bine aerul și nu va permite formarea condensului.

Totul este pregătit pentru turnare, aluminiu este topit. Completarea autorului s-a dovedit un pic fără succes. Motivul este filmul cu oxid. Trebuie îndepărtat înainte de turnare.



Imediat după completarea formularului în partea de sus a sprue, partea centrală trebuie încălzită cu un arzător. Acest lucru ajută la o mai bună poziționare a metalului.



Vine timpul să rupem forma.

Forma se varsă perfect. În mod natural, au rămas urme ale articulațiilor, dar pot fi ușor eliminate cu ajutorul unui dremel. Vând poarta și totul este gata pentru întoarcerea piesei.

Se întoarce și face găuri în duze, taie firele de pe ele.

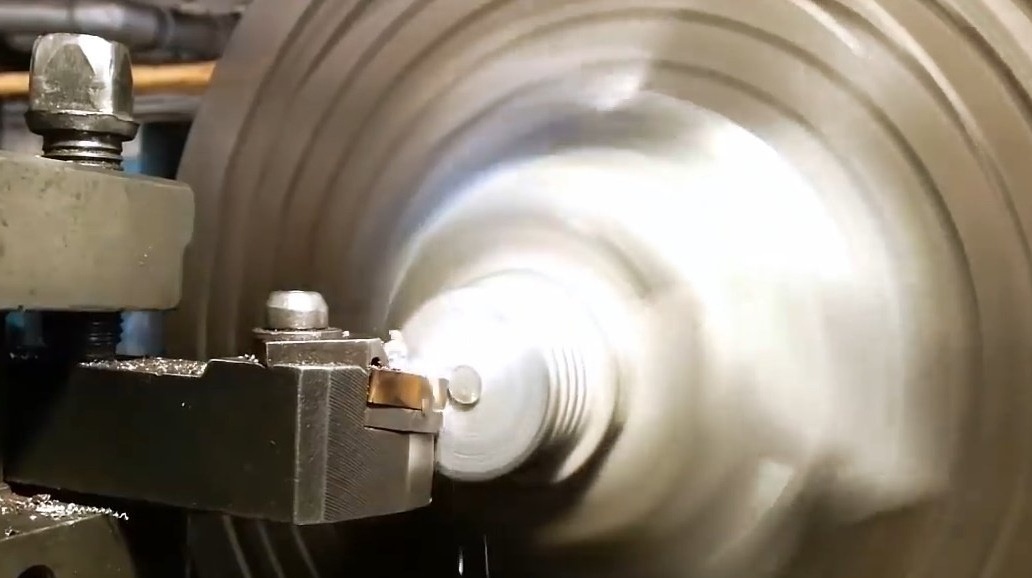

Așa arată capacul după rotire.
Autorul poate curăța doar urmele articulațiilor din segmentele formularului. Curăță piesa de prelucrat folosind freze de dremel și metal.



Atunci când îndepărtați straturi mari de metal, este de dorit să utilizați o emulsie. În primul rând, freza funcționează mai eficient, în al doilea rând, cipurile mici și praful nu zboară pe desktop.

Rămâne să găuriți găurile de montare din capac. Autorul face mai întâi unghiul piesei de prelucrat, apoi îl găurește pe mașină.

Deci, maestrul s-a dovedit a fi o copie aproape perfectă a capacului. Dar acum nu este plastic, ci aluminiu.





Mulțumim autorului pentru tehnologia simplă de turnare din atelier!
Toată buna dispoziție, noroc și idei interesante!