
În acest articol, vom arunca o privire mai atentă asupra procesului de auto-producție a acestor rafturi de placaj aici:

Chiar a doua zi, maestrul Maxim Kozlov, autorul canalului YouTube cu același nume (Maxim Kozlov), a actualizat stocul de placaj. Acest placaj a fost achiziționat pentru bucătărie, dar înainte, autorul a dorit, ca să spunem așa, să-și testeze calitatea, deoarece deja în timpul descărcării se observa că unele dintre foi aveau o îndoire diagonală.

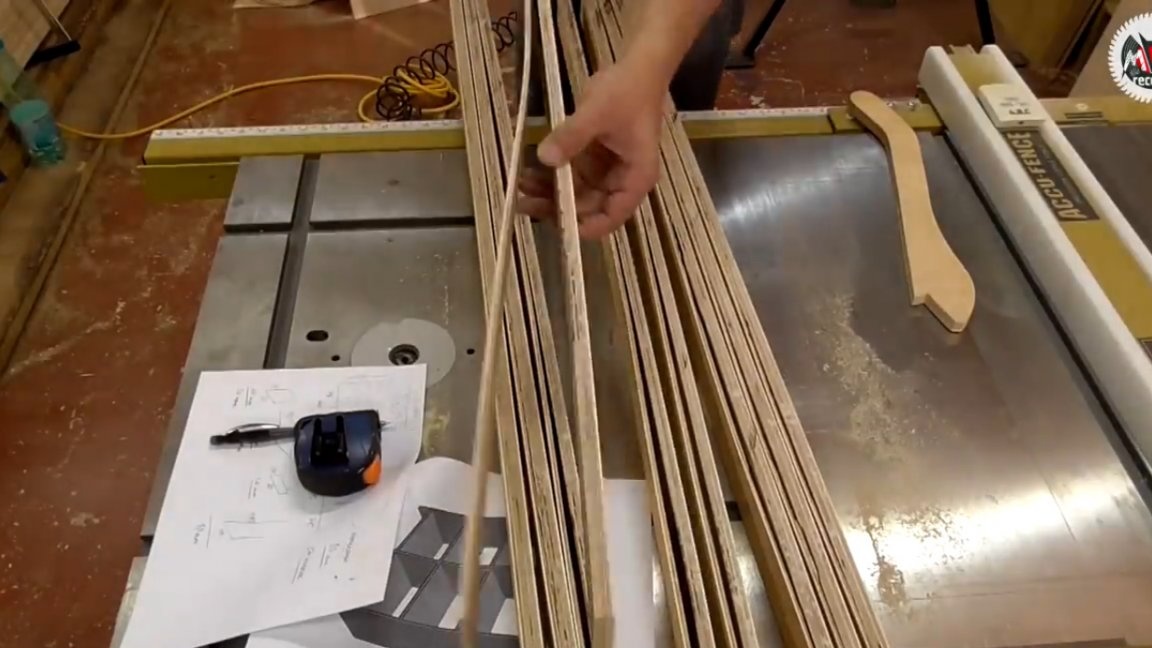
Prin urmare, la început s-a decis să se facă din ea mai multe rafturi de carte pentru sufragerie. Întrucât erau foarte multe lucrări de făcut, stăpânul nu a sortat și nu a ridicat întregul lot de placaj, dar a decis să dizolve foile direct din grămadă.

În plus, cu foile întregi de „etichetă” pentru a lucra la o mașină de tăiat cu ferăstrău este destul de problematic, așa că este mai înțelept să dizolvați totul în piese pre-prelucrate cu un ferăstrău submersibil de-a lungul anvelopei.
Rack-urile și rafturile rafturilor vor forma un sandwich, format din barele transversale ale celui de-al 15-lea placaj învelit cu foi de „șase”. În consecință, pentru fabricarea bazelor (ramelor) pentru cinci rafturi, s-au desfășurat 2 foi de placaj 15.

Și chiar pe prima foaie problema a fost doar dezvăluită. Acesta consta dintr-un pachet, dar din moment ce toate rafturile, precum și toate capetele placajului din structură vor fi închise, s-a decis să lipiciți pur și simplu părțile stratificate și să le presați în bucăți direct pe masa de asamblare.

La început, autorul a fost cu siguranță supărat, pentru că a crezut că întregul lot al acestui placaj ar putea fi de aceeași calitate ca primul exemplar, iar autorul avea în plan să realizeze sertarele de bucătărie din el unde, așa cum era planificat, voiam doar să las fundul placajului. Dar, din fericire, a doua foaie s-a dovedit a fi destul de potrivită chiar și în aceste scopuri.
Pentru a trage orice concluzii despre calitatea întregii petreceri este desigur prea devreme, dar 50 până la 50 este deja ceva. Atunci când cumpărați un lot mare, evaluarea geometriei foii este destul de dificilă, întrucât toate se află în stive uriașe, astfel că există în esență doar 2 opțiuni, fie pentru a cumpăra placaj de la vânzători de încredere, fie pentru a se baza pe noroc.
Integritatea rafturilor restaurate, treceți acum la tăierea traverselor și a rafturilor. Acest proces a fost realizat de către maestru folosind o trăsură cu gardă zero, ceea ce reduce la minimum cipurile.


Pentru a vedea detaliile rafturilor cu dimensiunea lungimii ghidajelor, oprirea paralelă lipsea deja.Din acest motiv, autorul a fost nevoit să deranjeze în continuare și să pună un astfel de accent, al cărui glisor este instalat în canelurile mesei de frezare și apoi, după principiul unei piulițe despicate, este fixat cu un șurub autofiletant în el.



Autorul a fost destul de mulțumit de rezultat, s-a dovedit destul de convenabil. Acum a fost posibil să continuați să tăiați piese lungi fără cipuri și, în același timp, cu o precizie destul de ridicată.
Pasul următor a fost necesar să se formeze detaliile necesare din placaj de 6 mm, care în viitor vor fi acoperite toate rafturile și rafturile de rafturi.

Adâncimea tuturor rafturilor în acest caz este de 300 mm, iar pentru început toate piesele au fost tăiate pe baza acestor parametri, apoi pe lățimea rafturilor și înălțimea rafturilor inter-raft.
Placa de capăt cu 80 de dinți s-a dovedit a fi excelentă. Autorul chiar s-a întrebat de ce în acești ani acest disc nu a fost niciodată folosit pe o mașină de tăiat cu ferăstrău, deși are aproape 5 ani.
Înainte de aceasta, aproape toate proiectele de placaj ale autorului erau însoțite de un proces îndelungat de măcinare a marginilor, care avea uneori jetoane destul de decente care se formau în timpul tăierii foii. Acest lucru era vizibil mai ales dacă fibrele treceau peste linia tăiată. Dar cu acest disc pentru 80 de dinți, aspectul jetoanelor nedorite a fost redus la aproape zero, ca și cum foaia nu ar fi orientată în raport cu discul.


Ei bine, în final, din resturile rezultate, s-a format ultimul grup de elemente necesare. Acum, imaginați-vă cât de mult ar dura dacă ar exista bururi lângă acest întreg munte de bucăți.

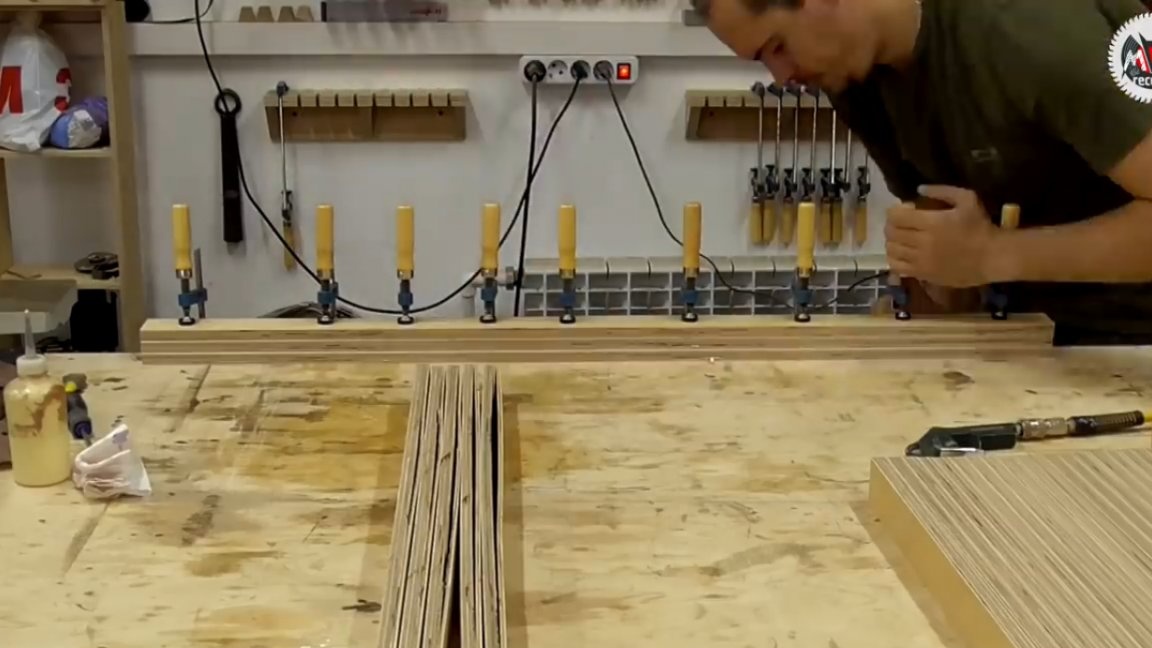
Apoi puteți continua cu asamblarea, dar mai întâi trebuie să rupeți acest proces în mai multe etape. Primul pas este realizarea unui așa-numit sandviș. Pentru a face acest lucru, este necesar să fixați versantul de la colțul de aluminiu la masa de asamblare, conform căruia este posibil să controlați planul coastelor cu o precizie destul de ridicată.

Ei bine, acum a început procesul lung de montare monoton, care a fost însoțit de re-lipirea tuturor părților cu cusăturile obligatorii cu un ac de păr.



După ce a fixat mai multe detalii în acest fel, autorul a decis să optimizeze ușor procesul de aplicare a lipiciului și în cadrul următor putem observa role.


Ca urmare a introducerii acestui simplu facilități lucrurile au mers mult mai distractiv, iar calitatea liniei de lipici având în vedere uniformitatea excelentă a crescut semnificativ. În plus, atunci când trageți împreună, lipiciul în exces în acest caz nu a urcat.

Deci, cu rafturile sortate, puteți trece la rafturile rafturilor. Dar mai întâi, pentru aceasta este necesar să se facă o nouă pantă de asamblare, conform căreia va fi posibil să se stabilească paralelismul, precum și lățimea necesară a rafturilor.
Când avem o mulțime de noduri identice, merită întotdeauna să introducem un fel de șabloane și metode de asamblare, pentru a ușura viața și pentru a crește repetabilitatea.


Totul este. Acum puteți începe să asamblați singuri rafturile. În această etapă, stăpânul și-a folosit tehnologia preferată, atunci când canelurile pentru rafturi sunt formate prin depozitarea interioară a rafturilor, obținând astfel un aspect nobil de nișă complet închisă și rezistență excelentă. În plus, vom scăpa complet de orice marcaj în timpul asamblării.

Rezultatul a fost un astfel de sandwich de la Șase și Cincisprezece. Din punct de vedere vizual, o astfel de parte are o grosime suficientă și o rezistență excelentă, dar, de fapt, s-ar putea face cu un placaj de 4 mm pentru liant, ar fi de asemenea destul.
Toate placajele pe care autorul le folosește pentru acest proiect au o clasă 2/4 sau 3/4 și sunt șlefuite pe o parte, ceea ce este îndreptat către privirea noastră. Astfel, este posibil să obțineți structuri masive durabile destul de ieftin în timp ce economisiți pe placaj gros, care, orice s-ar spune, va fi în continuare de grad scăzut. Ei bine, dacă luăm o clasă bilaterală înaltă, atunci acestea sunt doar prețuri cosmice. Deși, dacă doriți, și prezența unei prese, placajul poate fi întotdeauna lipit cu furnir.
Jumătățile din toate cele cinci rafturi sunt asamblate, puteți merge la colegi. În această etapă a ansamblului, avem nevoie de un șurub înclinat, acesta va servi ca un element de fixare suplimentar, deoarece a fost posibil să umpleți rafturile cu știfturile către rafturile centrale doar pe o parte.




Nu ne facem griji pentru deschideri, nu este necesar să le blocăm, deoarece în viitor vom închide toate capetele frontale și rafturile cu bande din lemn termic.
Deci, întrebarea de instalare este aproape închisă, apoi vom trece la asamblarea finală a rafturilor. În această etapă, trebuie să adăugăm partea simetrică lipsă în raport cu suportul central.

Când răsuciți rafturile într-un loc oblic, este necesar să strângeți acest loc cu o clemă, astfel încât la intrarea șurubului autodepingător într-un unghi rafturile să nu se despartă. Restul procesului este un micro-știft clasic.
Dacă este necesar, este posibilă realizarea de rafturi fără întoarcere din spate, ceea ce la rândul său asigură rezistență laterală, întrucât răsucirea tuturor rafturilor pe oblic va oferi o rezistență excelentă, în ciuda absenței unor rigidizări suplimentare.


Trecem la etapa finală, dizolvând foi noi sub căptușeala stâlpilor laterali. Este o plăcere să lucrez cu cei „șase” la gater. Dintr-o foaie rezultă aproape exact 5 rafturi cu lățimea de 300 mm. Deci - câteva foi și ai terminat!




Sincer, o foaie pătrată standard de placaj este destul de convenabilă pentru rafturile de această adâncime. Datorită acestui fapt, obținem o producție practic fără deșeuri.
În continuare, a fost nevoie de puțin mai puțin de o foaie pe rigidizatoare. S-a decis să le facem nu cu un liant continuu, ci cu unele limitatoare ale adâncimii rafturilor în 1/3 din distanța inter-raft. Datorită acestui fapt, obținem o rezistență suficientă, plus orice material, dar care economisește. De asemenea, arată destul de bine.





Pentru montarea pieselor rezultate, rafturile trebuie instalate pe o suprafață plană. În continuare, trebuie să aliniați diagonalele designului rezultat.
Etapa următoare - vopsirea rafturilor. Autorul folosește o rolă obișnuită în acest scop.

Vopsea obișnuită din latex pe bază de apă. Această compoziție ridică ușor grămada de placaj, astfel încât suprafața produsului să dobândească un anumit zest.


Asta e totul pentru ziua de azi. În viitor, maestrul intenționează să finalizeze acest proiect, să se angajeze în decorarea capetelor și blaturilor pentru aceste rafturi. Vă mulțumim pentru atenție. Ne vedem curând!
Videoclipul autorului: