
Mulți maeștri folosesc diferite tipuri de freze de mână în munca lor și au deseori problema mutării tălpii false în raport cu tăietorul în sine, acest lucru duce la erori la tăierea canelurilor.
În acest articol, autorul canalului YouTube „JSK-koubou” vă va spune cum să remediați cu ușurință această problemă.

Aproape toată lumea va putea folosi tehnicile pe care autorul le va folosi.
Materiale.
- Plastic sub formă de tablă subțire
- Banda scotiană
- Rășină epoxidică cu două componente
- Plexiglas de foi
- bandă cu două fețe
instrumente, folosit de autor.
— Moara de mână
— Moară cu rază de rulare
— șurubelnițăburghiu
— cleme
— Etrier electronic
- Planificator de marcare
- Reer, Meisel
— Pistol cu clei
- Cuțit, riglă, cheie, marker.
Procesul de fabricație.
Primul pas este realizarea unei duze de calibrare foarte simple sub forma unui con. Pentru a face acest lucru, trebuie să faceți un cilindru mic din plastic subțire.
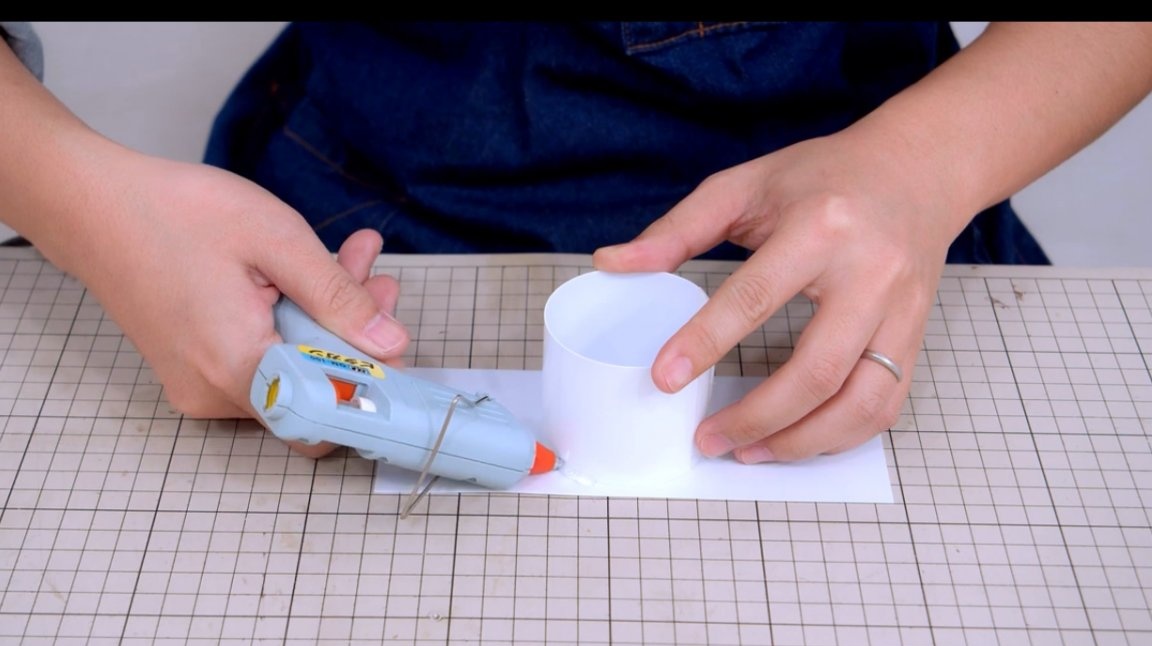
Acest cilindru este fixat pe bază cu lipici fierbinte.
Apoi componentele epoxidice sunt amestecate și recipientul este umplut.

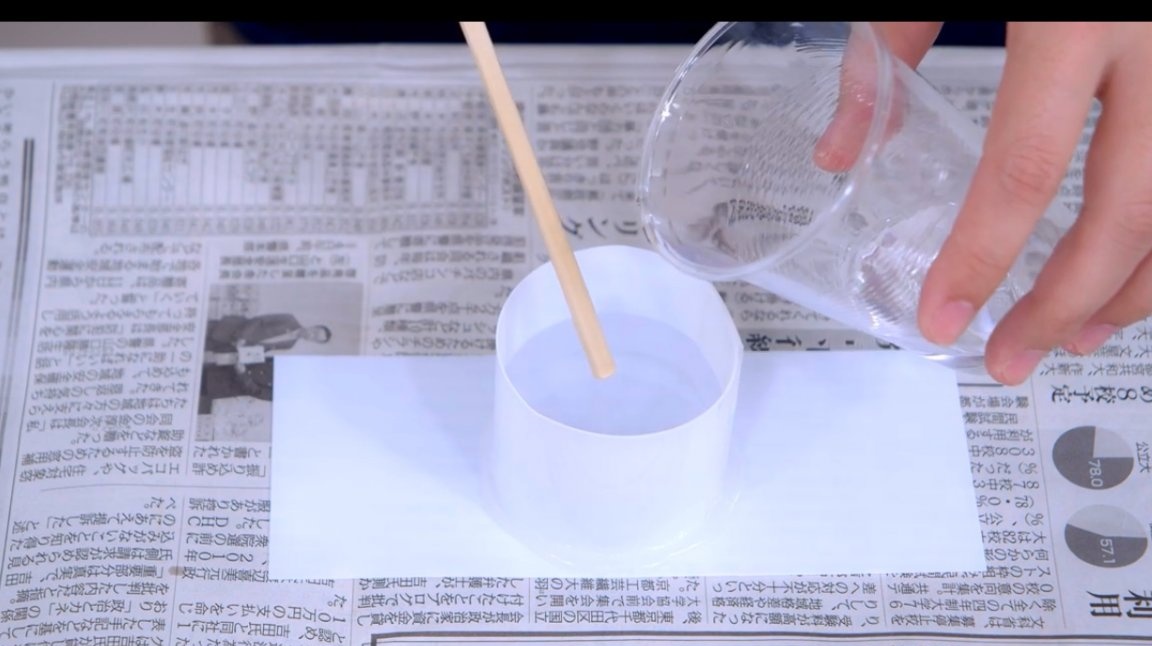
Mai mult, vechea moară trebuie să fie scufundată cât mai precis în centrul rezervorului și în poziție verticală.

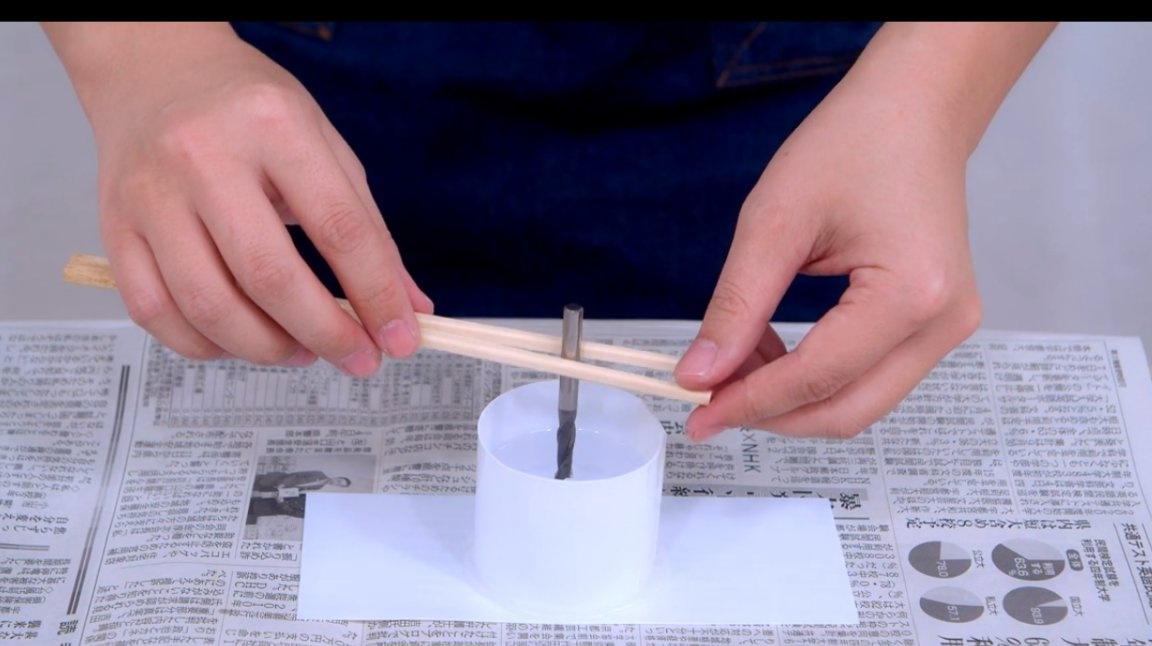
Iată o astfel de piesă obținută după polimerizarea rășinii și îndepărtarea cofrajului.

Stăpânul nu are un strung la dispoziție, așa că îl face dintr-un burghiu, fixându-l pe un banc de lucru.

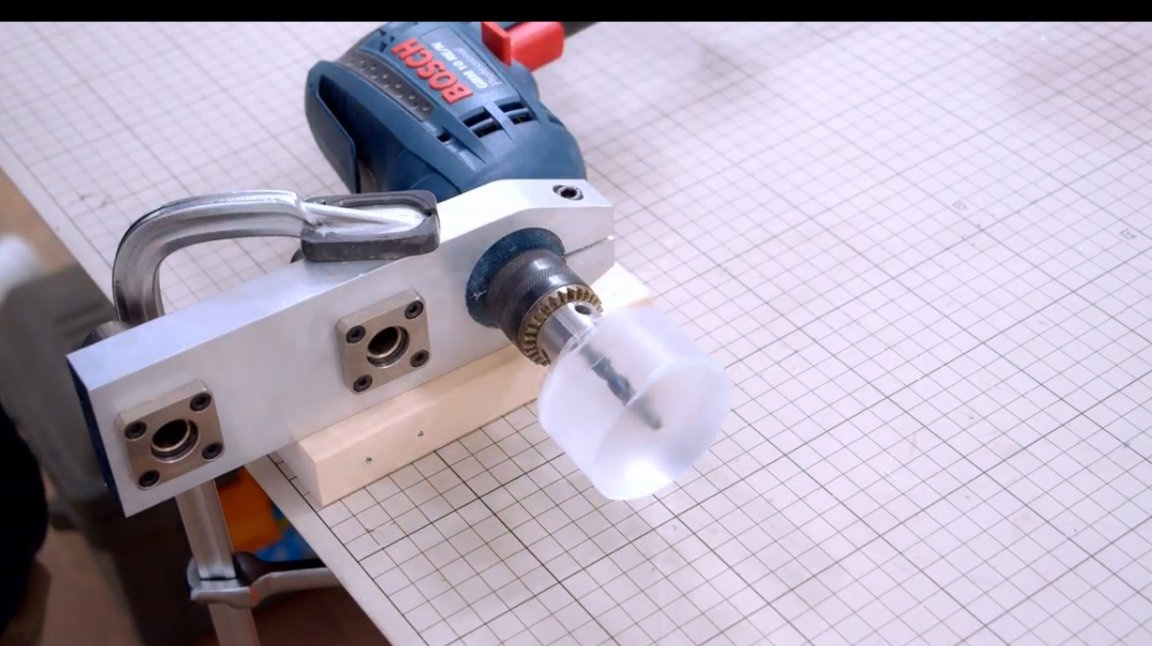
Billetul este supus unei prelucrări grosiere de către un crescător, iar apoi pe partea sa internă, un con este format dintr-un maisel. În niciun caz, o astfel de strunjire nu trebuie efectuată imediat pe freza! Are turații prea mari, iar piesa de prelucrat după turnare este foarte slab echilibrată!



După prelucrarea brută și centrarea unei astfel de duze, mai precis, este pornită deja moara.



Deci, maestrul arată situația standard când trebuie să faceți două caneluri în direcția opusă pe piesa de prelucrat.



Suprapunerea de pe talpă a fost deplasată și joacă rolul de oprire. De aici decalarea canelurilor cu jumătate din lățime.

Cum se calibrează talpa? Este necesar să slăbiți șuruburile de prindere, să fixați duza conului, să ridicați talpa astfel încât să fie presată cu marginile sale către con. Apoi strângeți șuruburile înapoi.




Deci, al doilea test. Talpa este deja calibrată.


Rezultatul este mult mai bun, dar nu este perfect.


Această imagine arată o decalare de 0,37 mm. Da, acest lucru nu este atât de critic.

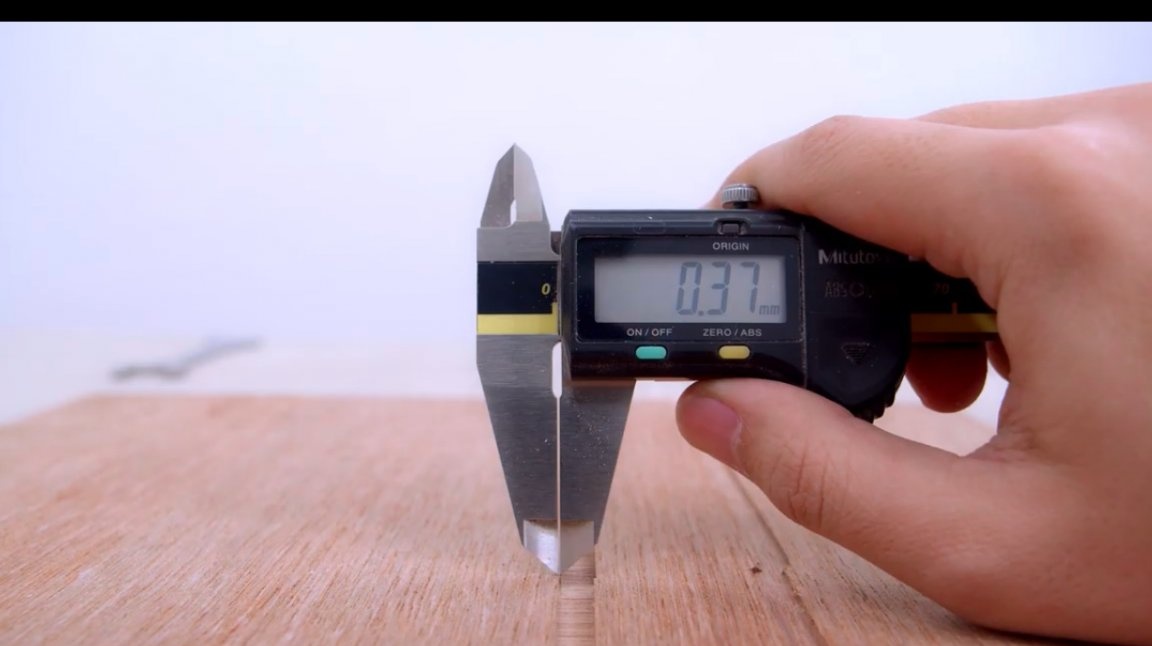
Cu toate acestea, stăpânul vrea să-și dea seama de unde au venit acești 0,37 mm? Dar de unde, talpa în sine are părți cu o mică diferență de dimensiune.


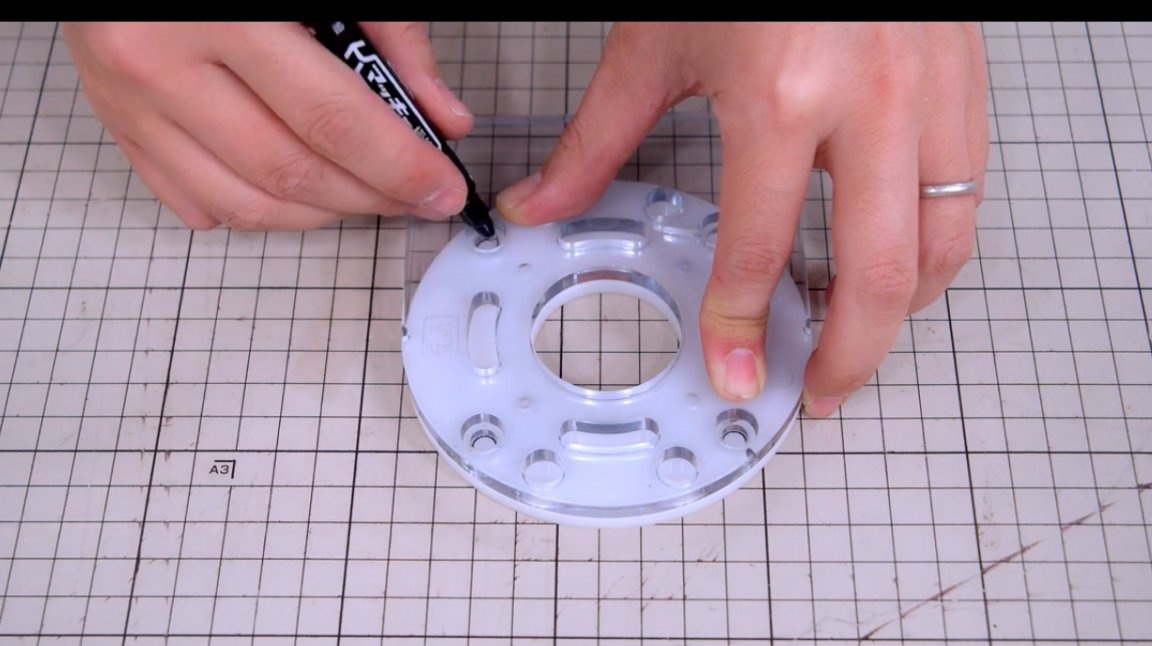
Pentru perfecționisti, autorul va arăta cum să-ți faci o talpă nouă din plexiglas. Lipeste semifabricatul pe placă folosind banda dublă.



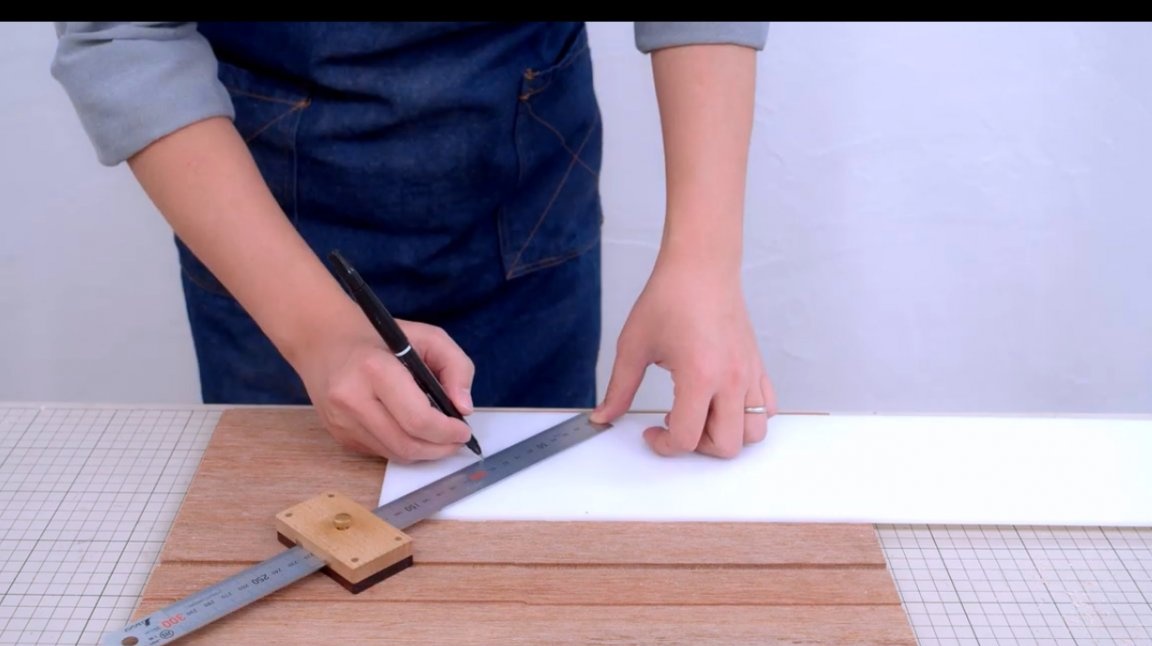
Cu ajutorul unui dispozitiv de marcare, el găsește centrul și găurește o gaură subțire în el pentru acul riglei busolei.

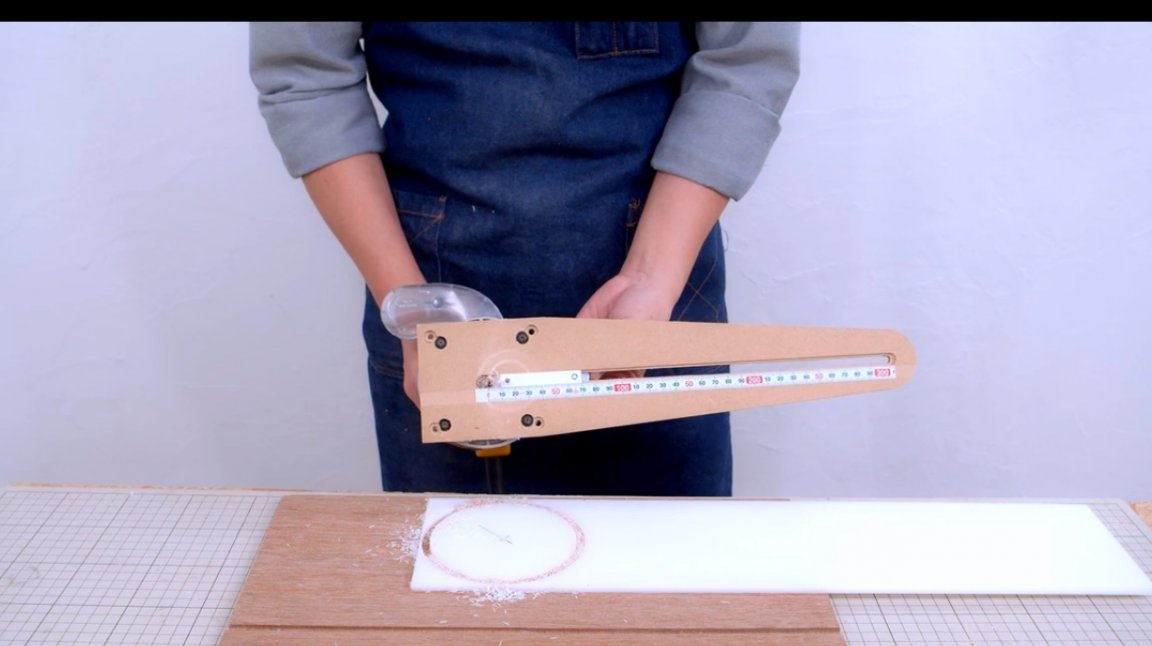
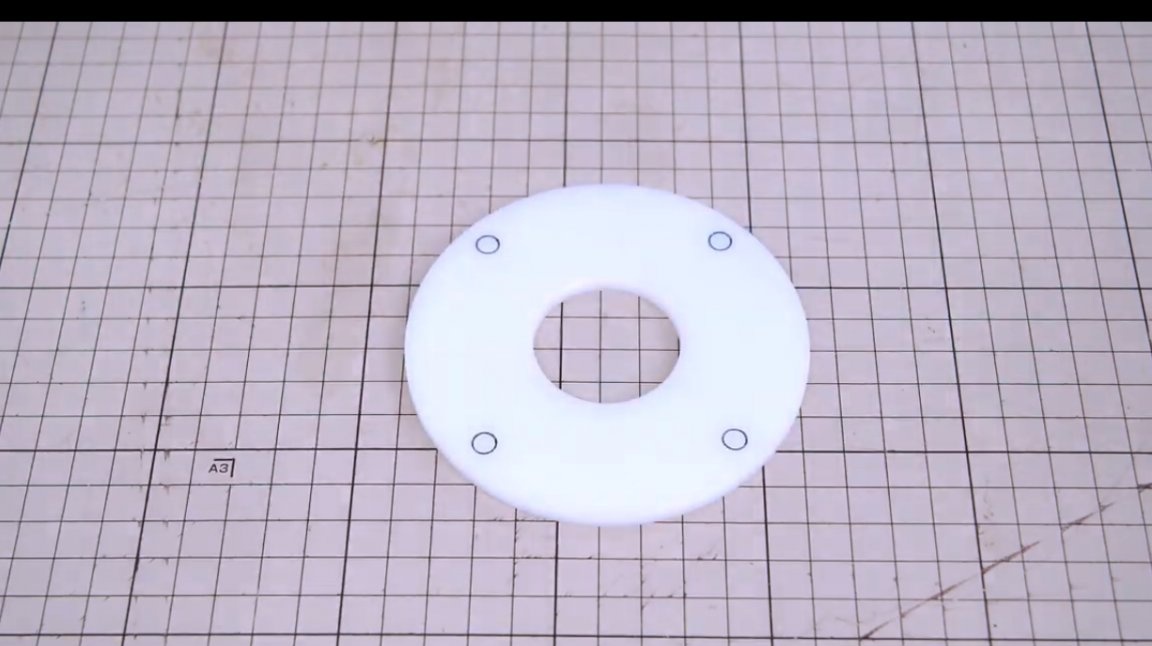
În plus, o busolă este înșurubată pe freza și un cerc este decupat cu un diametru exterior egal cu talpa.


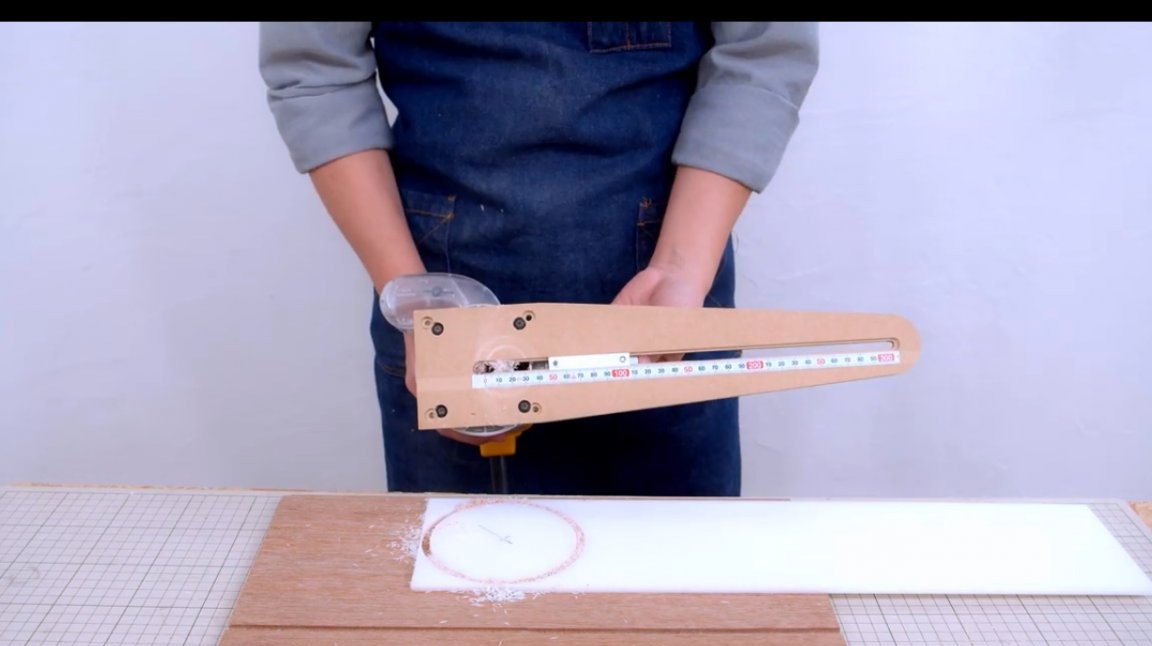
După ce a schimbat rigla, face o gaură internă.


Pentru a decupa piesa de prelucrat, puteți utiliza un solvent, după câteva secunde, vă va permite să îl separați fără efort.


Și aici sunt dimensiunile diferitelor părți ale părții noi. Abaterea este minimă.


Marginile orificiului central sunt rotunjite de un tăietor de rază cu un lagăr de tracțiune.


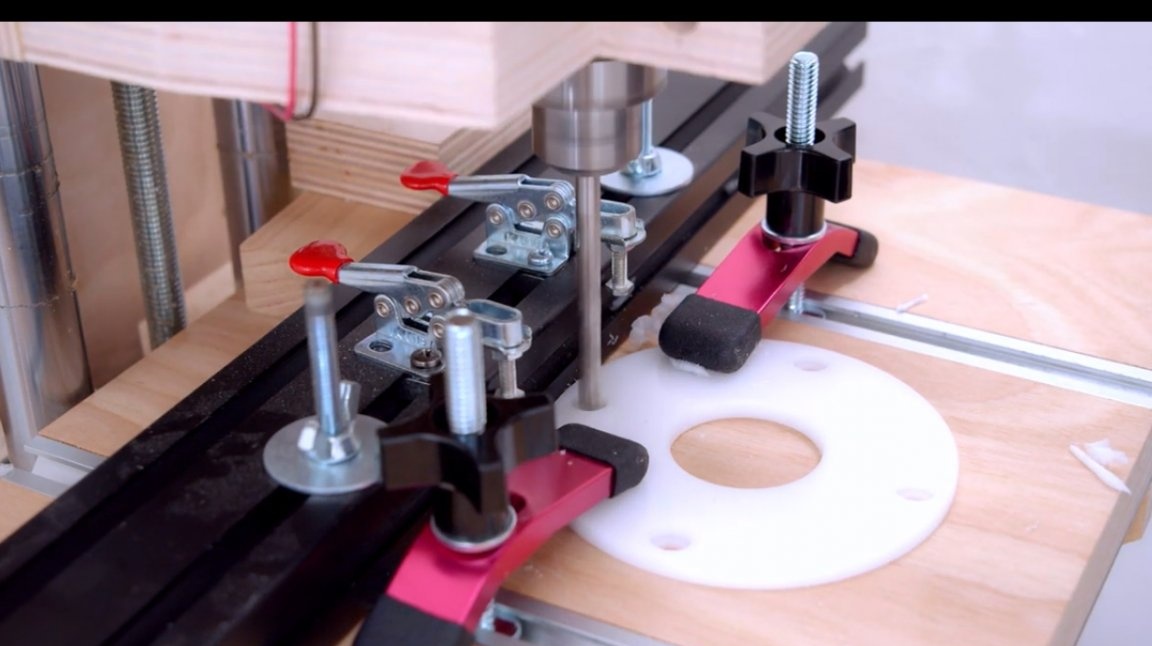
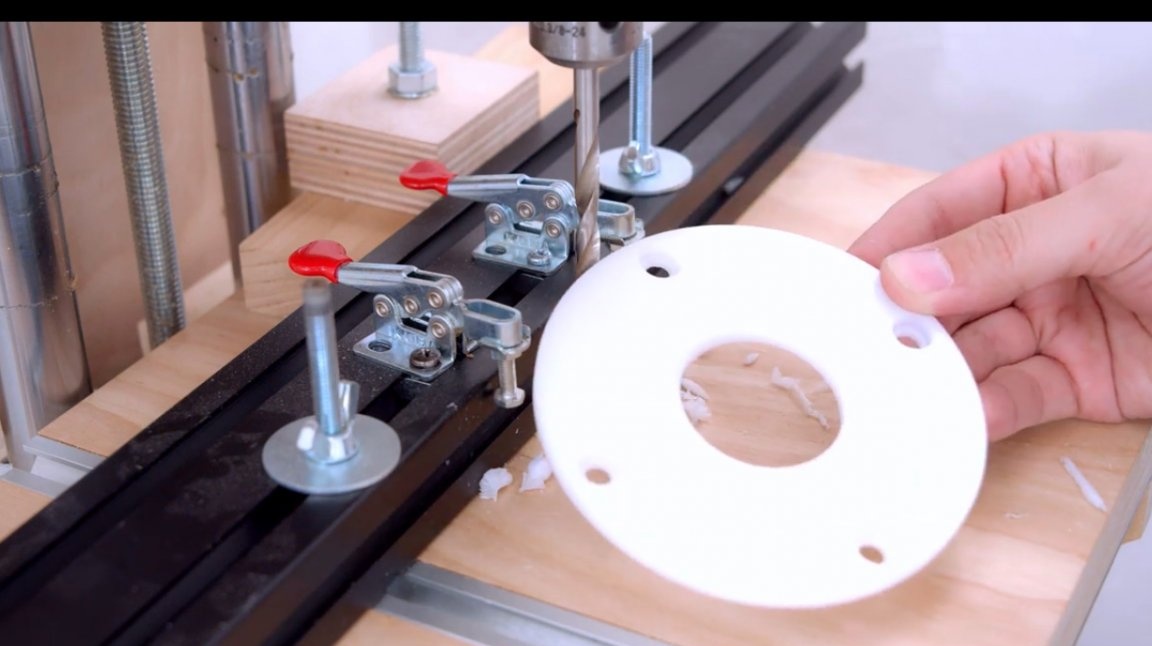
Marcarea găurilor din talpa originală este reportată.
Și găurile în sine sunt contorizate și găurite.

Acum procedura de calibrare pentru noua talpă este efectuată din nou.



Ei bine, ultimul control și din nou două treceri cu un popas în centru.



Unirea celor două caneluri este doar perfectă.



Mulțumesc autorului pentru un sfat simplu, dar foarte util, privind calibrarea tălpii unei mori de mână!
Toată buna dispoziție, noroc și idei interesante!
Videoclipul autorului poate fi găsit aici.