


Cu ceva timp în urmă, cablarea și fabricarea unei plăci de circuit tipărite pentru dispozitivul dvs. au fost o abilitate obligatorie a aproape orice radioamator. Pe de o parte, nu există nicăieri - nimeni nu o va face pentru tine, iar pe de altă parte, procesul implică o cantitate corectă de cunoștințe și abilități practice care nu vor fi de prisos. Și amintiți-vă cum au pictat aceste plăci de circuite imprimate ... Unde există desen de cerneală pe hârtie de urmărire, care a afectat mai mult de o generație de studenți în universități din domenii tehnice.
Într-adevăr, există mai multe metode pentru fabricarea unei plăci de circuite imprimate, dacă vorbim despre dizolvarea chimică a secțiunilor neprotejate de cupru pe folie de plastic stratificat, atunci istoric prima a fost o metodă de desen manual - un stilou vulgar, adesea unul special din sticlă. De asemenea, au folosit capilare din plastic extrase dintr-o fiolă înlocuibilă cu pereți groși de la un pix sau, mai bine, din metal din ace de seringă medicale. Au existat o serie de tehnici speciale, similare cu desenul de cerneală, care vă permit să desenați chiar piste, rigle speciale cu picioare sau o margine ridicată, pentru a nu șterge pistele. M-am plimbat în jurul rețetelor mâinilor pentru compoziții ușor de desenat - nu uscarea în ac și nici frota.
Atunci când computerele personale au încetat să mai fie exotice, s-a dovedit că, împreună cu jocurile, au existat o serie de programe foarte utile, destul de complexe - așa-numitele „CAD” (sisteme de proiectare asistate de computer), printre ele au fost și cele orientate către afacerile noastre radioamatorilor, în special e industria în ansamblu. La început, în perioada „286” și „386s”, când „broasca A sare mai departe decât broasca B”, îmi amintesc că existau programe simple care permiteau totuși să faciliteze considerabil lucrul pe „urmă” de plăci - înaintea lor pictau pe hârtie grafică sau pur și simplu pe o bucată de hârtie într-o cutie.Mai mult decât atât, a fost posibil să imprimați desenul final pe o scară de 1: 1 (întotdeauna nu erau suficiente cartușe pe o imprimantă cu matrice de copie de carbon) și fixat-o cu bandă adezivă pe semifabricatul din fibră de sticlă, nuanțând centrele viitoarelor găuri de pe imprimare - ca urmare, găurile de pe placă erau mult mai uniforme și mai precis, ceea ce era foarte important pentru microcircuite. La fel, căile erau trase cu mâini, toate la fel cu un marcator de traseu.
Puțin mai târziu, imprimantele cu matrice punct au fost scufundate în uitare și au fost înlocuite cu imprimante cu laser și cu jet de cerneală. Bănuiesc că, de la bun început, a desenat placi de circuite imprimate pe un computer, amatorii au fost chinuiți de întrebarea - cum aș transfera această frumusețe chiar așa, de pe ecran, altfel a ieșit dureros „acolo” și stângace „aici”, ceva cu trebuia făcut. Când imprimantele cu laser, „miracolul tehnologiei ostile” a apărut, relativ vorbind, nu numai în decani, ci și în departamente și oameni care și-au dat seama ce se întâmplă, tehnologia s-a născut odată cu transferul de toner topit, un fier, cunoscut sub numele de „LUT” (călcare cu laser ). Ei bine, în curând substanțele chimice de specialitate s-au impus.
Acestea din urmă, vă permit să organizați un mijloc foarte simplu, acasă, un proces similar cu cel industrial și pentru a obține o calitate foarte bună a produselor finale. Da, ca dispozitiv pentru imprimarea măștilor foto, este permis și chiar mai mult, este recomandat direct ca imprimanta să fie o imprimantă cu jet de cerneală - spre deosebire de o imprimantă cu laser, nu încălzește hârtia și filmul atunci când tipăriți, iar tipărirea se potrivește foarte precis cu dimensiunile specificate. Ei bine, masca foto se dovedește a fi mai „densă” - adică negru, la lumină, este negru, nu gri.
Deci, vom lua în considerare în detaliu întregul proces.
Ceea ce era nevoie pentru el.
Instrumente.
Necesită acces la un computer cu o imprimantă, un mic instrument de banc, containere cu dimensiunile corespunzătoare pentru dezvoltare și gravură. Cu siguranță veți avea nevoie de o lampă UV. Perie moale.
Materiale.
Film transparent pentru imprimarea pe tipul de imprimantă la care aveți acces, lac-fotorezist, substanțe chimice pentru dezvoltare (NaOH, "Mole"), pentru gravare (opțional clorură ferică, sulfat de cupru cu sare, acid citric cu peroxid de hidrogen) , de fapt, piesa în sine.

Am primit un astfel de lac fotorezistant într-un pachet de aerosoli. „Pozitiv” este în sensul că, atunci când imprimați un fotomask, nu este necesară traducerea imaginii în negativ - tot ceea ce este negru pe șablon va fi lăcuit din soluția de gravare și va rămâne sub formă de bombă pe semifabricat.
Primul lucru pe care îl facem este să tăiem piesa de prelucrat. Dacă aceasta este o bucată de fier, atunci totul este clar, dacă este din plastic laminat cu un strat de folie, atunci ar trebui să ai grijă de o unealtă simplă care să o facă mult mai ușoară.

Cuțitul este format dintr-o lamă de ferăstrău spartă, dintele este tăiat cu o „râșniță”, un mâner este necesar, dar nu este necesar să estetizeze - instrumentul nu este prea durabil, „gheara” trebuie actualizată regulat - fibra de sticlă este un material abraziv.
Golul trebuie tăiat cu o „cotă” - zece milimetri pe fiecare parte se dovedesc a fi improprii pentru o imprimare de calitate.
După tăierea piesei, se șlefuiește complet cu hârtie smălțuită de mai multe ori, alternând între direcțiile de măcinare. Suprafața piesei trebuie să fie plată, mată. Nu puteți atinge suprafața pregătită cu mâinile dvs. - petele grase nu vor lăsa lacul să se lipească ferm. Este mai bine, chiar înainte de șlefuire, să puneți pe o mână stângă o mănușă curată și să țineți piesa numai de ea.
După măcinare, lacul se aplică pe suprafața pregătită. Strat subtire (o greseala comuna este sa toarna grasimi, stratul trebuie sa fie usor vizibil si numai). Este mai bine să înclinați piesa de lucru astfel încât să se scurgă lacurile în exces. Este limpede într-un loc ventilat sau pe stradă și în iluminare slabă, pentru a nu se aprinde imediat. După scurgerea excesului, piesa de prelucrat este așezată orizontal într-o cutie de uscare opacă pregătită anterior.
Uscarea. Există două opțiuni - „naturale” - cel puțin o zi, la temperatura camerei și „forțate” - într-un cuptor la 75 de grade Celsius, un sfert de oră.În acest caz, dulapul de uscare trebuie să fie echipat cu un controler PID, altfel nu se poate evita o „scurgere” semnificativă a temperaturii, iar piesa de prelucrare va fi foarte probabil deteriorată. În condiții de fabrică, nu le place să se usuce la temperatura camerei - pentru o lungă perioadă de timp există un risc ridicat de a capta particule de praf pe suprafața lipicioasă. Ne grăbim, de parcă nu există nicăieri.
În timp ce piesa de lucru se usucă, imprimați un șablon foto. Pe un film transparent conceput pentru imprimarea tipului nostru de imprimantă. Din programul în care s-a dezvoltat desenul. Calitatea de imprimare trebuie să fie setată la maximum. În principiu, o trecere este suficientă, dar pe „câmpul” mare al produsului finit sunt vizibile „plăgi”. Pentru a le reduce la minimum, ar trebui să luați intervalul de expunere cât mai mic și să-l socotiți foarte precis, de preferință cu un cronometru.
O mască foto mai densă care permite mai multe libertăți poate fi imprimată de două ori într-un singur loc dacă mecanismul imprimantei noastre înghite foile în același mod. Dacă nu, este mai bine să faceți două copii și să le așezați una peste alta cu bucăți de bandă adezivă. Uită-te la asta.
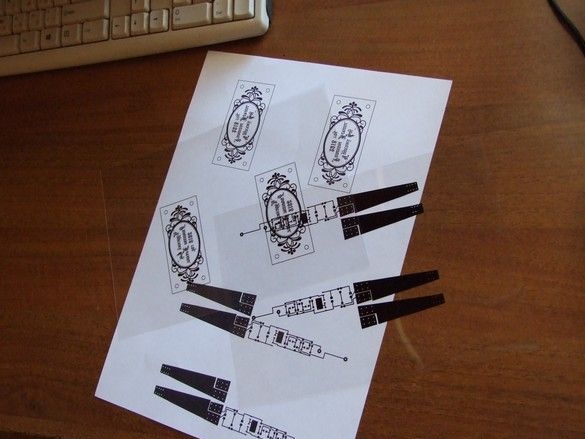
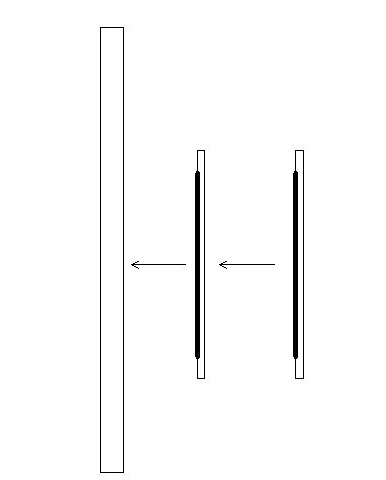
Sunt imprimate două măști foto identice. Mirror. Ambele. Pentru a le atașa pe piesa de lucru cu partea de cerneală - o măsură care afectează pozitiv rezoluția viitoarei tipăriri.
Modelele tipărite sunt tăiate cu foarfeca, iar una dintre copii, este mai bine să faceți puțin mai puțin decât a doua - va fi mai convenabil să o fixați cu bandă. Patru bucăți de bandă îngustă, cu câțiva centimetri lungime, sunt tăiate în avans și lipite de marginea desktopului.

Un șablon cu margini mari este așezat pe o foaie de hârtie albă, cu un strat de cerneală pe hârtie. Un șablon cu câmpuri mai mici este plasat în partea de sus și schimbându-l, combinăm precis desenul. Pe un fundal alb, o foaie de hârtie, acest lucru este foarte convenabil. Ținând șablonul superior cu o mână, îi fixăm marginile cu bucățile pregătite de bandă adezivă. Comanda.

Cu o mască foto cu un singur strat, pe fundalul zăpezii în afara ferestrei, se poate vedea că strălucește un pic.
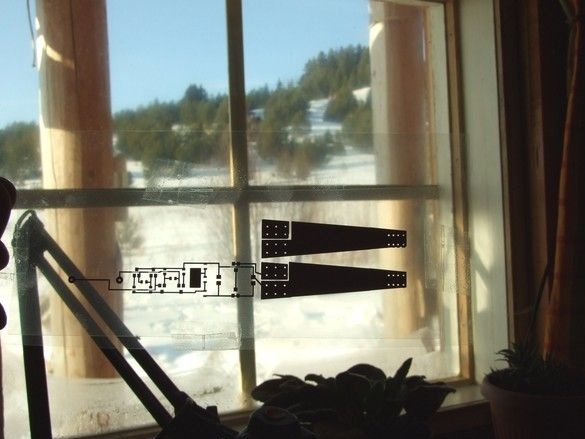
Cu două straturi, culoarea neagră, pe fundalul aceleiași zăpadă, rămâne neagră.
După uscarea piesei, scoateți-o în iluminare slabă, inspectați. Suprafața trebuie să fie transparentă, strălucitoare, lăcuită, ușor purpurie. Cel mai probabil, mici margini s-au format pe margini, dar a existat o alocație pentru asta. Cea mai mică somnolență a filmului indică faptul că acoperirea nu este potrivită pentru evoluții ulterioare. Puteți clăti o astfel de acetonă, fără regrete, doar timpul va fi economisit.
Expunere. Lacul nostru este sensibil la lumina ultravioletă (UV). Cea mai convenabilă sursă de lumină UV este poate o lampă care economisește energie. Este suficient să-l înșurubați în orice lampă de masă cu o bază adecvată și "iradiatorul" este gata.

O astfel de lampă reușește să expună piese cu o lungime de până la 200 mm. Într-o ședință, dacă vă coaceți pentru a aprinde una mai lungă, puteți folosi un truc militar - expuneți-vă în părți, închizând cel finalizat cu o farfurie opacă.
Expunere. Golul este așezat pe o suprafață plană, deasupra acesteia partea corespunzătoare a fotomaskului și toate aceste lucruri sunt presate de sticlă. Este convenabil să tăiați două ochelari identici și să plasați un semifabricat cu un șablon foto între ei. Marginile ochelarilor pot fi fixate temporar cu agrafe de birou.

Dar cele mai bune rezultate sunt obținute cu ajutorul unei „perne” elastice transparente. În cele mai multe cazuri, pe piese de lucru mici, este convenabil să folosiți o pungă sigilată cu fermoar.
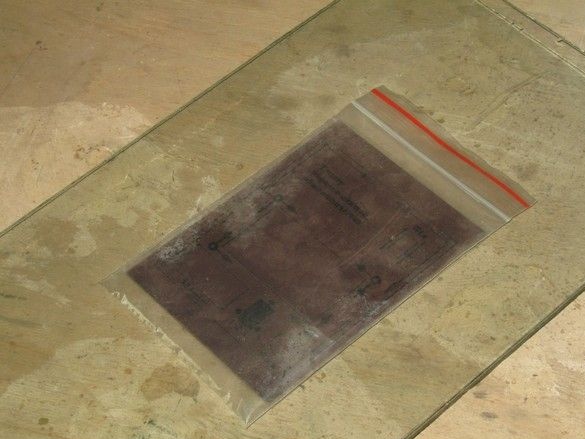
Îl umflăm puțin și închidem elementul de fixare. Deci, pentru a obține un fel de „saltea”. Este așezat între sticla superioară și fotomask. Esența aplicării sale este o agrafă uniformă a fotomaskului pe piesa de prelucrat. Există încă o metodă de presare prin vid, dar este incomparabil de simplă. Când dimensiunea pungii cu fermoar nu este suficientă, puteți lipa o singură saltea singură dintr-o pungă obișnuită sau doar din polietilenă.

O fâșie de hârtie este așezată pe locul care trebuie sudat și un vârf de fier de lipit este întins peste el. Viteza și temperatura trebuie selectate în avans. Un fier de lipit este de dorit în medie ~ 40 wați, puterea și vârful de control al temperaturii.

Timpul de expunere trebuie selectat în prealabil printr-un simplu experiment - un lac foto se aplică pe semifabricat și se tipărește un șablon - 10min, 9min, 8min, 7min ... Apoi, un semifabricat cu un fotomask „temporar” este plasat sub lampa UV, pe care este acoperit totul, cu excepția „10min”, bine, să zicem - o bucată de staniu. După un minut, schimbăm placa, expunând inscripția „9min”, apoi, după încă un minut, adăugăm „8min” la ei și așa mai departe. Apoi, după dezvoltare, examinăm rezultatul și scriem în cartea de lucru și pe cutie cu o lampă UV, perioada în care au fost obținute cele mai clare printuri.

Trebuie amintit că condițiile de expunere trebuie repetate complet - aceeași lampă, aceeași distanță față de piesa de prelucrat, aceeași sticlă. Un alt punct important - ca toate lămpile fluorescente (cu economie de energie), UV-ul nostru intră fără probleme în modul de funcționare. Adică, trebuie să porniți lampa, așteptați câteva minute, apoi aruncați un gol cu un șablon foto sub el. Cu siguranță este păcat - ar fi tentant să folosim un întrerupător de timp pentru imprimarea foto, dar acolo s-au folosit lămpi incandescente.
După expunere, punem din nou piesa de prelucrat într-o cutie rezistentă la lumină, timp de 5 ... 10 min. Acest lucru este important.
După expunerea în întuneric - dezvoltare.
Dezvoltarea lacului meu, realizată de alcali - NaOH, se vinde în magazinele uscate din magazinele de radio. Este solubil în apă. Este posibil și chiar mai bine să folosiți o soluție a unui aparat de curățat conducte, cum ar fi „MOLE”, care include acest alcalin. În primul rând, este ieftin și accesibil și, în al doilea rând, efectul unei astfel de soluții de curățare este mult mai ușor. Adevărat, nu toate variantele „MOLE” includ acest alcalin. Concentrație - 60 ml la 1 litru de apă. Un șal sau o bucată din fierul nostru este scufundat într-un jgheab adecvat cu o soluție alcalină și după așteptarea câteva minute, ventilăm ușor suprafața piesei în soluție cu o perie foarte moale. Zonele de lac care se aflau sub zonele transparente ale măștii ar trebui să înceapă să se dizolve. În cele din urmă, va exista o amprentă destul de bine marcată, clară.
Spălăm imediat piesa în apă curată și o introducem în soluția de decapare.
Există mai multe rețete pentru gravarea cuprului și a aliajelor sale. Recent, o rețetă cu peroxid de hidrogen și acid citric pare să fi câștigat popularitate. Doamnelor, o astfel de soluție - pentru a nu păta nimic acasă și a cumpăra ingrediente în magazinul alimentar obișnuit și în farmacie. În acest sens, avantajele sale sunt epuizate. Costul componentelor, în ceea ce privește volumul necesar, nu este mai ieftin decât clorura ferică. Ultima este o rețetă de manual. Funcționează rapid, mai ales când este încălzit, acum este destul de accesibil. Este necesar să lucrați cu atenție - țesătura și mâinile sunt foarte colorate. Și în sfârșit, cea mai ieftină rețetă este de două părți de sare de masă, o parte de sulfat de cupru. Acesta din urmă este vândut în hardware-uri cu părtinire de grădină. Cu o încălzire bună, nu funcționează mai rău decât clorura ferică. Adevărații compuși de cupru sunt otrăvitori - nu este un curs de „muștar-sarin-soman”, nu este necesară o mască izolatoare de gaz, dar spălarea mâinilor după muncă nu va strica.
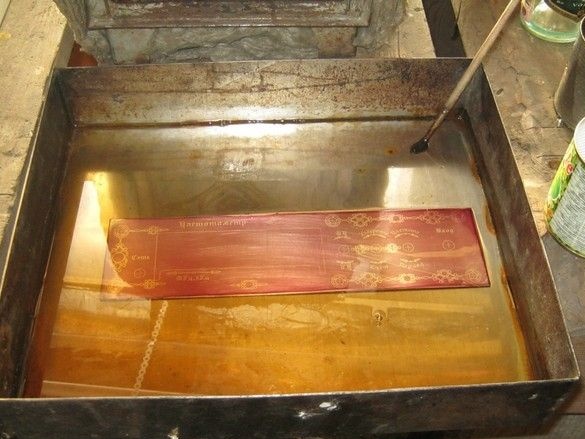
Deci, produsele chimice și ustensilele sunt preselectate, soluția este pregătită. Amplasăm golul dezvoltat în el. Da, dacă este o bucată de fier, partea din spate nu trebuie corodată de soluție, iar soluția în sine ar trebui protejată de cheltuieli inutile - protejați suprafața de accesul la ea al soluției de gravare, de exemplu, nitro-lac. Este necesar să faceți acest lucru înainte de a acoperi fotografia de lac. Adică, partea din spate a piesei noastre de fier este acoperită cu lac nitro, fără să uităm să acoperim și capetele. În câteva straturi, beneficiul este că se usucă rapid. După uscare completă, curățăm suprafața de lucru cu un șmirghel fin și aplicăm lac sensibil dintr-o cutie de pulverizare.
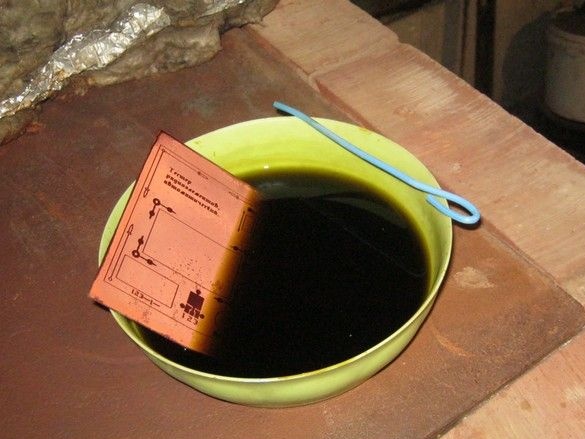
În timpul gravării, pe suprafața piesei se formează un strat de produse de reacție, ceea ce împiedică un bun acces la soluția proaspătă și reacția încetinește. Procesul va merge mult mai repede la spălarea produselor, există mai multe metode dovedite - așezarea piesei în stratul de soluție cu susul în jos, de exemplu, fixarea acesteia pe un plutitor plutitor dintr-o bucată de spumă.Există mai multe moduri de a agita soluția - de la agitatoare magnetice speciale, cum ar fi cele chimice, la bule de aer și vibrațiile unui difuzor puternic sau sistem de boxe conectat la un amplificator în generator în modul de generare. Desigur, procesul va continua astfel, dar mult mai mult, în acest caz, merită să așeziți cuva în apropiere și să agitați soluția mai des.
Vorbind de cuvete, dacă nu există un recipient de dimensiuni potrivite, puteți face laturile blocurilor și să aliniați interiorul cu polietilenă. Soluții de lucru (decapare și dezvoltare), este convenabil să se depoziteze în recipiente dreptunghiulare din plastic cu un capac sigilat, altfel acestea se vor evapora.

Piesele de prelucrare mici pot fi prelucrate direct în containere, pentru aceasta o grilă cu mâner din sârmă izolată este realizată dintr-o bucată dintr-un colector de albine de propolis.

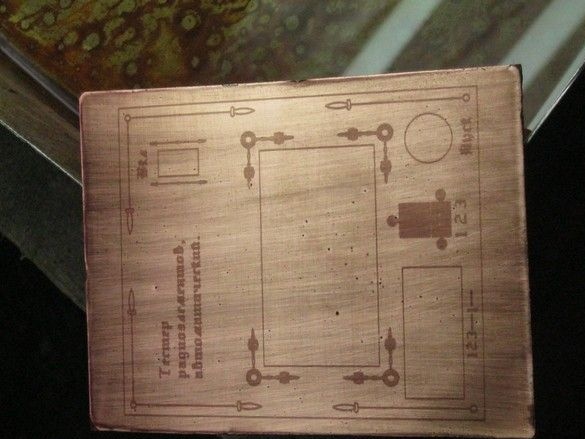
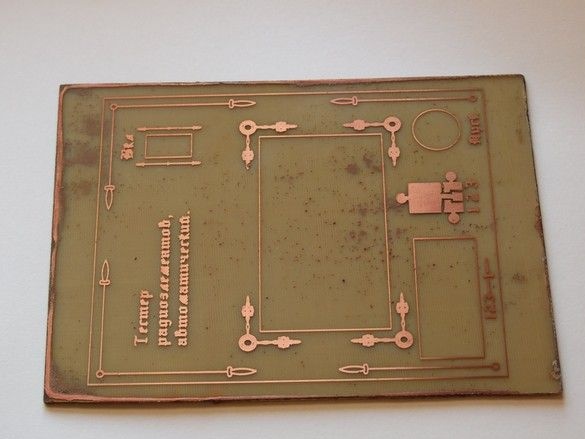
După terminarea gravurii, cupru este dizolvat complet în secțiunile neprotejate ale plăcii de circuite imprimate, un desen cu adâncime suficientă este gravat în cutii de oțel, piesa de prelucrat este complet spălată cu apă și uscată. Un strat de lac protector este șters cu o bucată de cârpe umezite cu acetonă sau curățate mecanic cu o cârpă de șlefuire de dimensiuni medii.
Dacă piesa de prelucrat este o placă de circuit imprimat, rămâne să se desprindă cantitățile, să găuriți găurile și, dacă doriți, staniu.
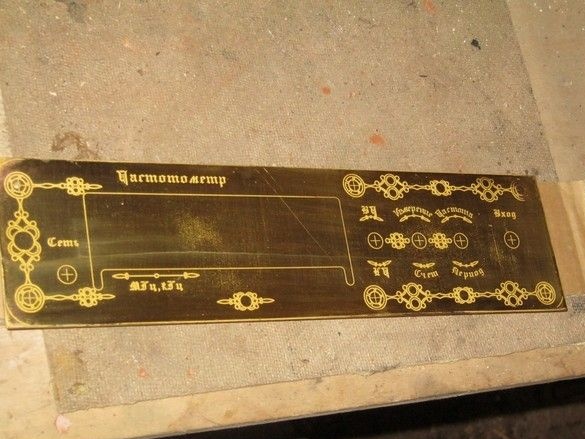
Dacă piesa de prelucrat este o bucată de fier (scară, plăcuță cu nume, panou), desenul gravat este „de arătat” - umpleți adâncurile cu una întunecată pe un fundal deschis. Cel mai bine este să faceți acest lucru cu patinarea - aplicând o patină artificială. Patinarea este o altă poveste interesantă.
