
Astăzi vă voi arăta elementele de bază și voi vorbi despre cunoștințele de bază care vă vor ajuta să aruncați primul dvs. produs. Veți vedea, de asemenea, procesul de modelare, turnare, prelucrare, forjare inele în dimensiuni și înnegrire aramă. Și toate acestea într-un singur articol.

Maestrul, în special, ori de câte ori a fost posibil, a folosit cele mai accesibile materiale și instrumente care nu pot fi în întregime potrivite, dar totuși funcționează. Prin urmare, nu vă grăbiți să spuneți că există ceară de bijuterii pentru modelare, nu este vorba despre asta. A face modelul inele, autorul a luat cea mai obișnuită parafină a lumânării și a topit-o cu un arzător, colectat într-o cutie de staniu.


După topire, rămâne lichid pentru o perioadă foarte lungă de timp, și plastic în timpul întăririi. Întărirea, parafină este încă liberă și fragilă. Acesta este în mod clar unul dintre cele mai proaste materiale pentru modelare, dar, din nou, aceasta este o opțiune bugetară, accesibilă.
Pentru modelul de inel, avem nevoie de șurubul M20. Acest șurub are dimensiunea aproximativă a degetelor autorului. Întrucât șurubul este rece, atunci când intră în contact cu parafină, acesta se întărește rapid și aderă la acesta. Acest lucru este la îndemâna noastră, așa că scufundăm un șurub în parafină topită, iarăși construind stratul strâmb.

După ce așteptăm puțin în timp ce parafina s-a răcit, vom continua la modelare. Pentru a face acest lucru, îndepărtați excesul de material cu un bisturiu simplu sau orice alt obiect de zgâriere și tăiere.



Dar cum vom depune parafină pe inel atunci când este incredibil de fluid și imprevizibil? S-a dovedit a fi mult mai simplu. În acest proces, maestrul și-a dat seama că parafină rămâne plastică mult timp și este posibil să o deformeze ca argila. Și așa s-a întâmplat. Pur și simplu a orbit forma dorită a inelului și a continuat. Adevărat, mersul cu fierul de lipit nu ar strica pentru a topi granițele orbite. Dar stăpânul a decis să nu facă asta. Mai târziu, la castinguri, acest lucru va apărea sub formă de căsătorie, dar nu atât de rău încât nu ai putut purta acest inel.
Acum trebuie să procesăm modelul blocat. Stăpânul a decis să facă asta pe șmirghel, dar nu-și amintește dacă erau patruzeci sau șaizeci, dar era cu siguranță foarte nepoliticos. Și din nou, din motive întemeiate. Cert este că un bob mare de șmirghel lasă o amprentă adâncă pe parafină și îi conferă o textură. Prin urmare, mergând cu grijă pe partea din față a inelului cu șmirghel dur, vom lăsa textura rezultată pentru turnare.Deoarece parafina ar putea eșua în orice moment, meșterul a decis să părăsească lucrările de finisare pentru turnarea din aramă.
Puneți modelul deoparte și pregătiți bazele pentru fixarea modelului. Cel mai simplu este să-l faci din plastilină. Îl frământăm și sculptăm o emisferă în care vom instala molizi în viitor, iar în viitor această sferă va deveni un fel de buzunar pentru topirea metalului înainte de turnare. Prin urmare, nu faceți sfera prea plană. Este necesar ca tot metalul topit să se încadreze în el. Până la casting, vei înțelege totul și vei vedea pentru tine cum arată.
Ca un balon (un dorn metalic pentru turnarea nisipului de turnare), puteți lua cea mai obișnuită țeavă de metal, de exemplu, într-un magazin de instalații de instalații sanitare, ar trebui să existe piese de dimensiuni potrivite.
Vom face molizi din 2 cuie. Mușcăm excesul cu biberoane și le instalăm în sfera noastră de plastilină.
După instalarea lor, trebuie să atașăm cumva modelul de parafină la porțile metalice. Pentru a face acest lucru, autorul a decis să ia arzătorul și să încălzească ușor unghiile, apoi să aplece inelul împotriva lor. Unghiile fierbinți vor topi cu ușurință parafină și vor intra adânc în model.


În această poziție, trebuie să menținem în mod fiabil structura până când unghiile se răcesc. Fiabilitatea acestei metode este suficientă pentru ca inelul să nu cadă până în momentul turnării nisipului de turnare. Însă autorul încă nu a îndrăznit să atingă balonul cu degetele după modelare pentru a dezvălui posibile bule de aer din ghips. Prin urmare, a fost necesar să se toarnă gips într-un flux foarte subțire, pentru a evita cât mai mult posibil căsătoria. Lipsa de grabă va scăpa de aceste bule.


Și, de fapt, s-a dovedit destul de bine.
Când ghipsul devine mai puternic, puteți curăța forma de aflux și puteți separa argila cu porți.
Acum vine cel mai crucial moment - momentul calcinării formei. În instrucțiunile pentru materialul de turnare, există un card cu un ciclu de calcinare de 15 ore. Dar, deoarece acest lucru merge împotriva tehnologiei genunchiului, este corect să reducem acest timp la 40 de minute.
Acest lucru este rău și greșit, dar este totuși posibil. Principalul lucru aici este să oferiți o încălzire lină mai întâi, astfel încât apa din gips să înceapă să se evapore, iar parafină începe să se topească și să curgă fără probleme. Stăpânul a folosit un arzător pentru acoperiș pentru asta, de când îl avea. Puteți face cu un arzător de uz casnic sau puteți începe cu cel mai obișnuit cuptor, va fi mai corect. Doar nu uitați să puneți forma cu porțile în jos într-o tigaie, astfel încât să fie unde să se scurgă parafină.
Se toarnă metal în acasă condițiile pot fi în mai multe moduri: folosind cartofi, argilă sau orice alt material care conține umiditate densă. Însă autorul nu a stăpânit această metodă, așa că va turna metal folosind o centrifugă manuală.
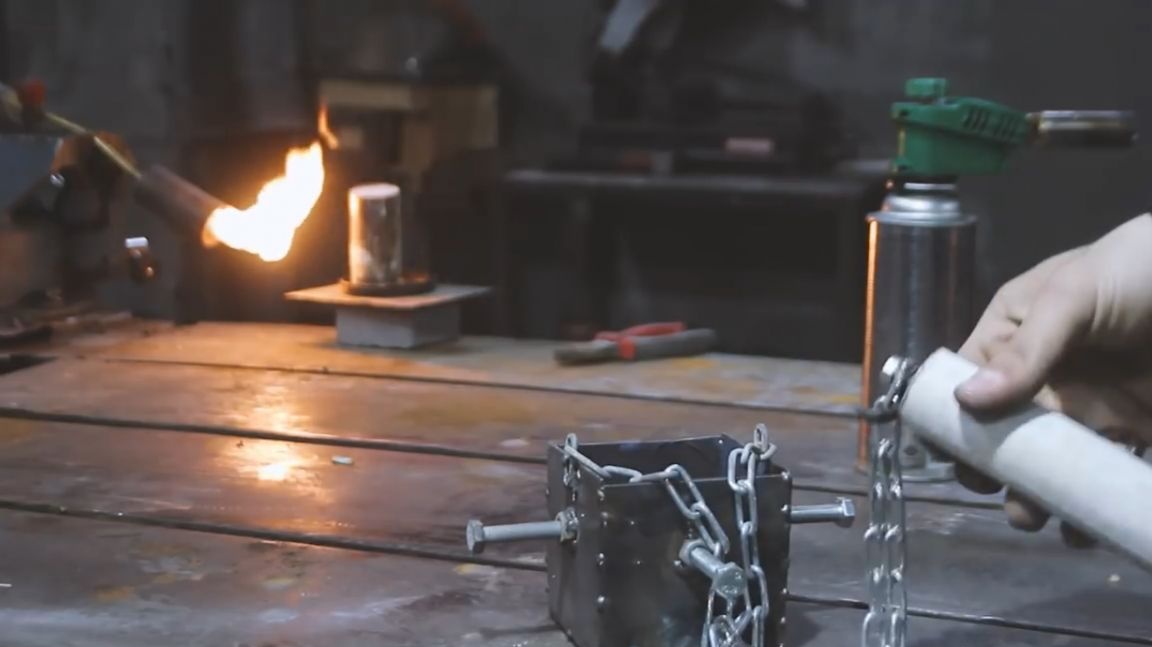


Arată ca un geam cu patru șuruburi (pentru o fixare mai fiabilă a balonului), lanțuri și mânere din conducte din PVC cu rulmenți în interior (pentru torsiune continuă fără obstacole).
Autorul a gătit singur acest lucru, dar puteți face, de exemplu, cu o cană de metal.
Încălzim forma la roșu și ne pregătim pentru turnarea alamei. Ca material sursă, puteți lua accesorii pentru instalații sanitare. Sunt minunate pentru asta. Ei bine, sau dacă ești mai îndrăzneț, poți turna imediat argint sau chiar aur. Nu există o limită de metal în tehnologia genunchiului.


În procesul de topire, ar fi bine să stropiți topitura cu maro. Poate fi cumpărat de la magazinele de radio.
Metalul s-a topit și puteți lua cu ușurință o poziție în timp ce continuați să mențineți temperatura ridicată a balonului. Apoi, cu o mișcare încrezătoare, scoatem arzătorul în lateral și începem să facem val la această „ruletă a Satanei” că există forțe.


Banda de măsurare a Satanei, deoarece odată ce autorul a smuls sticla și s-a vărsat metalul topit pe întregul atelier.Așadar, rețineți acest lucru și nu neglijați măsurile de siguranță și echipamentele de protecție. Stăpânirea metodei cartofului este clar mai sigură.
Așteptăm un minut sau două și aruncăm vasul într-o găleată cu apă.

Din această masă este distrus și eliberează turnarea. Ei bine, castingul a fost un succes, totul s-a vărsat așa cum trebuie.

Acum trebuie să procesăm inelul. Autorul nu a luat burghiul, dar a șters totul cu ajutorul fișierelor și al șmirghelului. Totul este real, dar diferența este doar în timp și intensitatea forței de muncă a claselor.
După oboseală, autorul a decis să încerce pe inel, dar s-a dovedit că nu prea se potrivește.

Dar există o tehnologie destul de simplă pentru a rezolva această problemă. Deoarece pereții inelului sunt destul de groși, puteți să-l risipiți pur și simplu cu un fișier. Sau faceți-l mai interesant. Pentru aceasta, luăm același șurub m20. După cum puteți vedea, după turnare, inelul a dat o ușoară micșorare. Cu greu se așează pe un șurub. Apăsăm cât putem și ridicăm ciocanul.

Începem să atingem zona coamelor inelare. Mai ales nu exagera, metalul se împrumută perfect pentru a se întinde în acest fel.

Acum inelul se așează perfect pe deget.

La sfârșitul măcinării inelului, puteți înnegri partea din față pentru a da profunzime vizuală reliefului nostru lăsat de un grăunte mare de șmirghel. Pentru aceasta avem nevoie de unguent sulfuric din farmacie. Punem un strat subțire pe suprafața de aramă, pe care vrem să-l înnegrim și să îl încălzim inelul. Încălzim până când tot unguentul se arde și după ce nu rămâne o suprafață mată uscată.
După înnegrire, lustruim din nou inelul, dar cu abrazive de finisare și ne bucurăm de rezultat.



După cum s-a spus la început, inelul s-a vărsat perfect. Toate defectele pe care le puteți observa au fost obținute în stadiul de modelare. Prin urmare, într-un mod bun, este mai bine să utilizați materiale mai procesabile. La urma urmei, cu cât modelul este mai bine pregătit, cu atât mai puțin va trebui să lucreze cu acesta după turnare.
Vă mulțumim pentru atenție. Ne vedem curând!
video: