
Etapele realizării unui sicriu:
- Principalele tipuri de produse
- Echipament necesar
- Materiale pentru confecționarea papier-mâché
- Înfășurarea și lipirea golurilor corpului
- Testarea presiunii și uscarea
- Piesa de lucru fierbere
- depozit
- Fitinguri hardware
- Decuparea cuțitului
Materiale pentru confecționarea papier-mâché
1. Carton (de preferință obligatoriu). Ar trebui să fie curat, fără lipici și impregnare. În câmpurile de producție se folosește cartonul Balakhna, ca fiind cel mai potrivit pentru toate cerințele.
2. Pasta de amidon în consistență de jeleu. Se fierbe imediat înainte de lucru.
3. Ulei de uscare (ulei de in).
4. Pentru fabricarea accesoriilor folosiți:
a) foi de alamă cu secțiune de 0,5 - 0,7 mm;
b) o tijă de oțel (sârmă) cu secțiune transversală de 1,5-2 mm.
Procesul de creare a unui corp de cutie începe cu fabricarea bazei - un fascicul de lemn, așa-numitul „cap de bloc”. Mărimea acestuia este determinată de mărimea „înfășurării” - viitorul semifabricat al produsului prevăzut. Lungimea „blocului” este limitată de dimensiunea presei, iar secțiunea transversală corespunde dimensiunii interne a produsului. Este confecționat din lemn uscat, solid, de preferință lemn dur (mesteacăn sau fag). Suprafața sa trebuie să fie netedă, fără a se goli. Gata „blocaj” este gresată, astfel încât să nu se umfle de la „înfășurarea” brută. Ar trebui să se desfacă după sertizare.
Pe lângă „capul de blocare”, avem nevoie și de piese încorporate - „obraji” care comprimă înfășurarea pe el. Lățimea „obrajilor” încorporați este mai mare decât lățimea secțiunii „cap de bloc” cu două grosimi de perete ale viitoarei clădiri. Cel mai bun material pentru „obraji” este PAL. Are rigiditate, asigurând crimparea necesară, nefiind deformată. Pentru o sertizare uniformă a piesei de prelucrat, trebuie să aveți patru „obraji” - două ipoteci cu o dimensiune exactă care să țină seama de grosimea piesei de prelucrat și două căi de legătură care se înfășoară în jurul sacului (a se vedea Fig. 3).
Pentru semifabricatele rotunde, se face un „blocaj” pe un strung. În cazuri extreme, se pot folosi sticle sau borcane potrivite parametrilor.
Ovalele și alte forme moi de „boabe” sunt executate într-un mod de tâmplărie după model.
Fabricarea formelor rotunde și ovale se realizează, de asemenea, prin înfășurarea mai multor straturi de carton pe un semifabricat, precum și pe semifabricate dreptunghiulare, numai sertizarea se face cu o bandă de cauciuc sau cu o bandă de strângere pentru a se întoarce (Fig. 5, a). Piesa de prelucrat este ținută timp de 15-30 de minute într-o clemă, apoi este eliberată și îndepărtată de pe cap. Uscare ulterioară și multe altele.
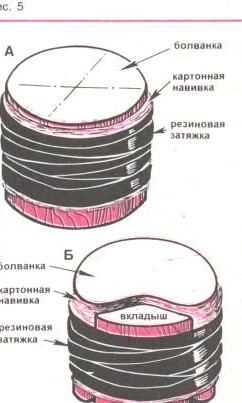
La fabricarea formelor complexe cu suprafețe concave, se folosesc tampoane, adică. inserție din lemn, compensând presiunea înfășurării (Fig. 5, b).
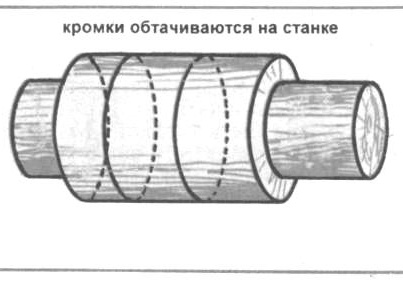
Formele rotunde sunt terminate pe un strung (Fig. 6). Mai întâi măcinăm ornamentul (carcasa), apoi lipim fundurile și aducem piesa la forma dorită.