


Hota de evacuare colectează și îndepărtează aerul contaminat din locația dorită. Aceasta poate fi o lipire regulată intensivă (de exemplu, vitralii), crearea de experimente cu substanțe chimice volatile și toxice și depozitarea acestora, sudarea metalelor, utilizarea cuptoarelor la temperaturi ridicate. Este obligatorie utilizarea unei hote (umbrelă) pentru lucrările de suflare a sticlei (arzător).
Următoarea descrie fabricarea unei hote de evacuare pentru o suflantă din sticlă acasă atelier. Hota de evacuare este realizată din materiale simple și obișnuite, fără a folosi echipament special pentru lucrările de staniu. Umbrela descrisă are forma unei piramide tetraedrice înclinate (cea mai bună utilizare a spațiului), o scanare pentru această formă poate fi construită cu ajutorul geometriei descriptive (în mai multe moduri). Pentru o formă mai simplă - o piramidă dreaptă, mătura poate fi calculată și automatizate. Dimensiunile umbrelei sunt în mod evident luate cu o marjă excesivă, dacă este necesar, toate calculele necesare ale echipamentelor de ventilație pot fi găsite în literatura de specialitate. Un capot de evacuare este integrat în rafturi și este echipat cu o supapă de poartă integrală, care închide conducta de aer.
Ceea ce trebuia să funcționeze.
Instrumentele
Set de scule de banc, instrument de marcare, adaptare pentru instalarea niturilor oarbe, o fierbere puternică cu accesorii și / sau un mic arzător de gaz. Burghie electrică (șurubelniță), polizor unghiular, ochelari de protecție și căști, un cablu de extensie bun. Perie de vopsea, vase.
materiale
Oțel zincat 0,5 mm grosime, tablă de oțel grosime de 1 mm, flux, lipire, vopsire, zdrențe.
Proiectare umbrelă, scanare.
Hota de evacuare a fost destinată în principal unei suflante de sticlă. Spre deosebire de cele clasice, gura ei este mult mai largă, iar partea inferioară a umbrelei nu va fi expusă încălzirii, iar partea superioară este mai probabil să se încălzească (poarta nu este suficient de deschisă sau este complet închisă). Prin urmare, un design oarecum specific al părții superioare - structurile din lemn sunt îndepărtate din locul încălzirii probabile, vopsirea este realizată cu vopsea termorezistentă.
Așa cum am menționat deja, o scanare poate fi construită folosind o geometrie descriptivă fără nicio „naturalitate”, doar pe hârtie sau pe ecran, dar în cazul meu, aproape totul a fost gata să construiască un model cu dimensiuni complete „la sol”. Perimetrul inferior pe care va fi atașat clopotul umbrelă și cel superior pentru fixarea porții au fost deja.A rămas să tragă o priză în natură și să tragă patru funii. model este ușor să transferați pe un desen și să faceți o scanare.


Scanarea este echipată cu alocații pentru elementele de fixare la poartă și elementele structurii de lemn. Dispozitivul de remorcare finisat este împărțit în două părți - partea stângă față-dreapta și separat cea din spate, pentru a fi transferat într-o foaie de oțel galvanizat standard (întregul reamer nu se potrivește cu lățimea). Majoritatea au, de asemenea, alocații pentru conectarea la peretele din spate.

Îndoirea fără o mașină de îndoire specială se face pe o muchie dură, uniformă (dacă este posibil dreptunghiulară). Acesta poate fi marginea desktopului, a bancii de lucru, instalate special pentru o placă groasă. Bucata de fier de-a lungul liniei gibului este presată de sus de o placă cu marginea uniformă (colț metalic) cu două cleme. Cu lungimi moderate de îndoire și oțel galvanizat cu o grosime de 0,5 mm, este posibil să obțineți un rezultat destul de acceptabil în cazuri obișnuite. Piesele mici sunt îndoite în mod convenabil între două colțuri de metal fixate într-o menghină.
Și-a aplecat cositorul pe pat strung de casăprin apăsarea deasupra unei plăci de un centimetru. Îndoirea trebuie făcută nu în sens (cu o mănușă pe o bucată de fier), ci printr-o garnitură chiar lungă (o bucată de bord).


S-a aplecat în această ordine - o petală pentru conectarea la peretele din spate lipsă, cea mai apropiată coastă. Întoarse piesa de prelucrat și repetat. Pe piramida trunchiată incompletă, petalele s-au îndoit de sus și de dedesubtul laturilor cu o bară de lemn de lungimea corespunzătoare, peretele din spate a fost tăiat separat. Era mai convenabil să-i faci curbele imediat.

Peretele din spate a fost lipit cu partea principală. Am sudat un mic arzător cu gaz cu plită de staniu cu un flux special de „arzător” din conductele de apă din cupru. Fluxul este o pastă groasă cenușie și conține particule de lipit, atunci când suprafețele ating temperatura dorită se topesc, iar fluxul devine argint - timpul de a introduce lipitura. Fluxul este proiectat să funcționeze cu lipit-cupru, dar funcționează bine cu plumb. Puteți utiliza și alte fluxuri anorganice (arderea organică și funinginea face dificilă lipirea), de exemplu, "acid de lipit" - clorură de zinc. Lipirea structurală a pieselor mari se poate realiza și cu un fier de lipit relativ mic, încălzind locul de lipit cu o flacără a arzătorului, un uscător de păr pentru clădire, încălzitoare electrice (fier, sobă electrică). Fluxurile acide trebuie spălate cu apă caldă imediat după răcirea pieselor.
Atunci când se lipește un corp relativ gros de metal subțire, există un moment neplăcut - glandele sunt puternic deformate de încălzirea locală și cusăturile subțiri bine montate se transformă în valuri urâte, greu de lipit. Dificultatea poate fi redusă semnificativ prin fixarea mecanică frecventă a suprafețelor. Aici, acest tip de fixare se face prin nituri orb.
În general, instalația în locul peretelui din spate arăta astfel - așezați marcajul peretelui din spate pe bucata de fier, tăiați-o. Îndoiți petalele de sus și de jos, marcați orificiile niturilor pe părțile laterale, înclinați, găuriți, gaurați înfășurarea (îndepărtați bavurile) Atașați peretele din spate la partea principală a umbrelei. Marcați orificiile niturilor, îndepărtați peretele din spate, marcați găurile din partea principală a umbrelei, găuriți, trageți. Îndepărtați punctele de lipit cu un șmirghel mic, aplicați flux și nit. Se lipește, îndepărtează reziduurile de flux.

poartă
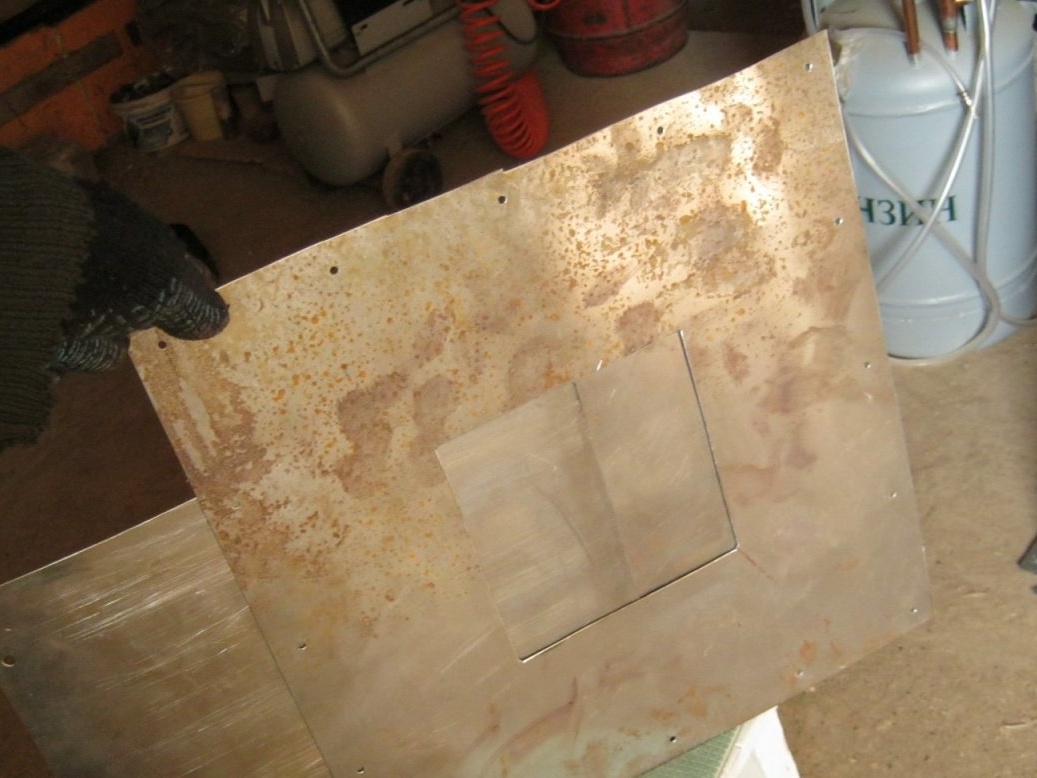
O poartă separată, destul de consumatoare de timp, a fost poarta. S-a decis realizarea designului în maniera unei supape de cuptor - spre deosebire de o supapă rotativă, permite o precizie scăzută de fabricație. Materialul era disponibil din tablă de oțel grosime de 1 mm.Conexiunile se fac prin lipire.

După marcare, sunt decupate trei părți plate principale, o deschidere pătrată de 150x150 mm este decupată pe bază (pentru conducta ø150 mm). O copertă este lipită peste baza porții. Capacul este plasat pe bucăți de sârmă de oțel zincat cu un diametru de 2 mm; anterior, se aplică un flux pe locul de lipit.

Dintr-o bandă tăiată din același oțel, un gât cilindric este îndoit pentru a conecta o conductă rotundă cu un diametru de 150 mm. Gâtul este îndoit pe un borcan de sticlă de trei litri și montat cu atenție (diametru). Capetele sunt lipite. Gâtul finit este lipit pe capacul porții până la erupția găurii. Astfel, a fost posibil să se reducă ușor pagina de război a suprafețelor lipite.

Găurile au fost găurite din interior în jurul circumferinței gâtului lipit, punțile între care au fost tăiate de o „rămășiță” a roții abrazive a unui polizor cu unghi mic. De asemenea, a fost posibilă o reglare majoră a găurii cu o roată abrazivă de curățare groasă cu un polizor unghiular, apoi un fișier semicircular.

Poarta terminată este atașată la hota de evacuare, locurile ocupate de „labele” sunt marcate, în locurile unde niturile au fost marcate, fixate și forate. Locurile de contact sunt curățate, se aplică flux de lipit. Poarta este nituită în loc, conexiunea este lipit. Fluxul se spală cu apă caldă, glanda se usucă.
După încercarea structurii, partea superioară a ruginii a structurii este curățată, degresată cu benzină și vopsită în două straturi cu vopsea neagră rezistentă la căldură. După uscare, este prevăzută o hota de evacuare cu poarta cu patru căi.


Concluzii, lucrează la erori
În general, designul s-a dovedit fără calcule semnificative, dar câteva lucruri mici ar fi putut fi îmbunătățite.
Centura superioară a fixării exterioare din lemn (poarta) nu a fost deloc necesară - cu fixarea standard a părții inferioare, întreaga structură este foarte rigidă și orice efort rezonabil la deschidere și închidere, chiar și cu robinetul de poartă care este puternic blocat, poate rezista fără a înlocui. „Câmpurile” largi de pe poartă nu erau utile în același timp.
Soldarea coastelor laterale la instalarea peretelui din spate nu era necesară - niturile ar fi fost suficiente.
Câteva coșuri rigide standard care duc la mansardă (sau conducta moale din aluminiu ondulat), care se termină cu un ventilator de evacuare, vor fi conectate la hota de evacuare. Conductele de aer în afara camerei încălzite vor necesita o izolare termică atentă.
Babay Mazay, martie 2019